Q345ĘĮŠž╣▄Ą─Ų┤║Ė╣ż╦ć
Q345õō║¼ėąę╗Č©Ą─║ŽĮį¬╦žŻ¼╠╝«ö(d©Īng)┴┐ųĄ×ķ0.39% Ż¼Š▀ėąę╗Č©Ą─┤Ńė▓āAŽ“Ż¼į┌┤¾║±░Õ║═└õģs╦┘Č╚▀^┐ņĄ─ŪķørŽ┬║ĖĮėŻ¼╚▌ęū│÷¼F(xi©żn)└õ┴č╝yĪŻ┤╦═ŌŻ¼į┌┤¾╣ż╦ćģóöĄ(sh©┤)║ĖĮėĢrŻ¼ė╔ė┌¤ß▌ö╚ļ▀^┤¾Ż¼╚▌ęūī¦(d©Żo)ų┬║Ė┐p«a(ch©Żn)╔·¤ß┴č╝y╗“│÷¼F(xi©żn)¤ßė░Ēæģ^(q©▒)¤ßæ¬(y©®ng)ūā┤Ó╗»å¢Ņ}ĪŻÅ─║Ė╝■ĮY(ji©”)śŗ(g©░u)üĒ┐┤Ż¼Šžą╬╣▄ķLČ╚┼cĮž├µ▒╚▌^┤¾Ż¼ī┘╝Ü(x©¼)ķLŚUŅÉŻ¼▒▒Š®┐╠š┬▐kūC ║ĖĮė▀^│╠ųąśOęūūāą╬Ūęūāą╬ŪķørÅ═(f©┤)ļsĪŻę“┤╦Ż¼║ĖĮėūāą╬┐žųŲ│╔×ķļyŅ}ĪŻ
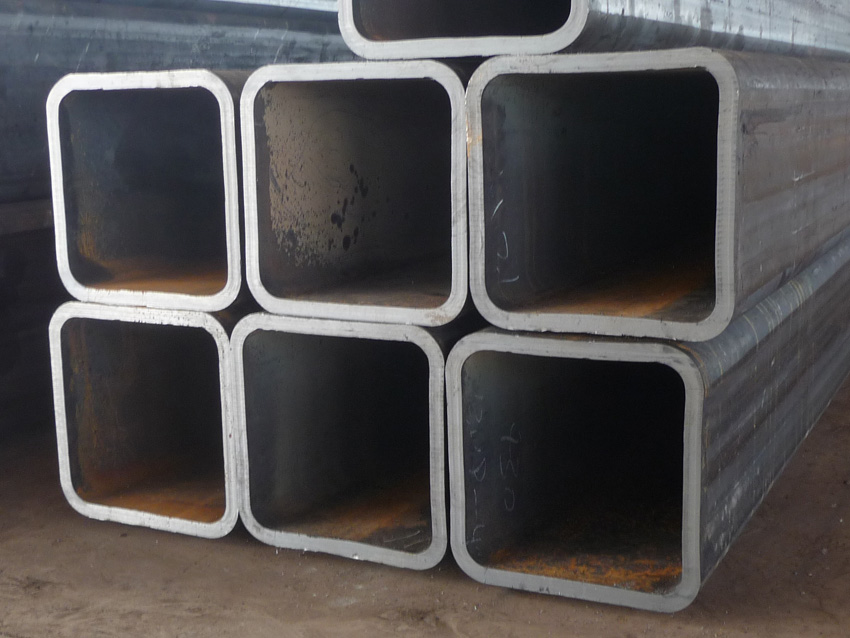
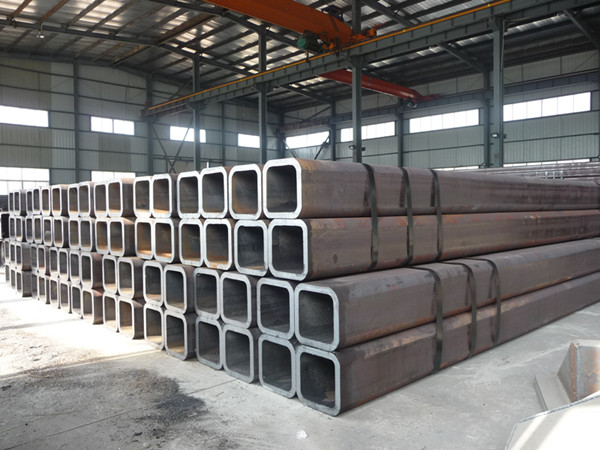
ĪĪĪĪ1.Šžą╬╣▄ĮM║ĖĘĮ░ĖĄ─┤_Č©
ĪĪĪĪ×ķØMūŃÅŖ(qi©óng)Č╚ąĶ꬯¼┤╦Šžą╬╣▄Įž├µ│▀┤ń×ķ300mmĪ┴ 200mmŻ¼░Õ║±3mmŻ¼įO(sh©©)ėŗę¬Ū¾┼żŪ·╝░ŲĮąąČ╚Ą╚Ų½▓ŅĪ▄1.2mmŻ¼ųŲū„╝╝ąg(sh©┤)ļyČ╚▌^┤¾ĪŻ×ķ┤╦Ż¼═©▀^š{(di©żo)▓ķ蹊┐Ż¼Ļ└ĮK┤_Č©└¹ė├░Õ▓─ī”ĘQā╔░ļš█ÅØ│╔▓█ą╬░ļÜżŻ¼╚╗║¾į┘▓╔ė├CO2ÜŌ¾w▒Żūo(h©┤)║Ė║ĖĮė│╔ą╬Ą─ųŲįņ╣ż╦ć
Ż¼