水野朝阳AV中文在线播放,日韩一区二区成人午夜电影,熟女丝袜av一二三四区,国产一级a无码高潮尤物
╩ūĒō
|
╝ė╚ļ╩š▓ž
┴─│Ū╩ą╚║ę½Įī┘▓─┴ŽėąŽ▐╣½╦Š
ū╔įā¤ßŠĆŻ║
13563004333
╩ūĪĪĒō
ĻPė┌╬ęéā
«aŲĘš╣╩Š
æ¬ė├░Ė└²
ĘĮ╣▄īŻÖ┌
Q345BĘĮŠž╣▄īŻÖ┌
ĘĮ╣▄░┘┐Ų
į┌ŠĆ┴¶čį
┬ōŽĄ╬ęéā
ą┬┬ä╦č╦„
News
ą┬┬äś╦Ņ}
ą┬┬äā╚╚▌
ą┬┬äī¦║Į
News
ą┬┬äī¦║Į
═Ų╦]ą┼Žó
ĘĮ╣▄īŻÖ┌
Q345BĘĮŠž╣▄īŻÖ┌
┤¾┐┌ÅĮ║±▒┌ĘĮ╣▄īŻÖ┌
ĘĮ╣▄░┘┐Ų
Õāõ\ĘĮ╣▄īŻÖ┌
ĘĮ╣▄░┘┐Ų
╩ūĒō
>>
ĘĮ╣▄░┘┐Ų
45õōĄ─š{┘|¤ß╠Ä└Ē£žČ╚
ļpō¶ūįäėØLŲ┴
░l▓╝š▀Ż║
www.a8228.com
░l▓╝ĢrķgŻ║2011/1/10 ķåūxŻ║
6966
┤╬ ĪŠūų¾wŻ║
┤¾
ųą
ąĪ
Ī┐
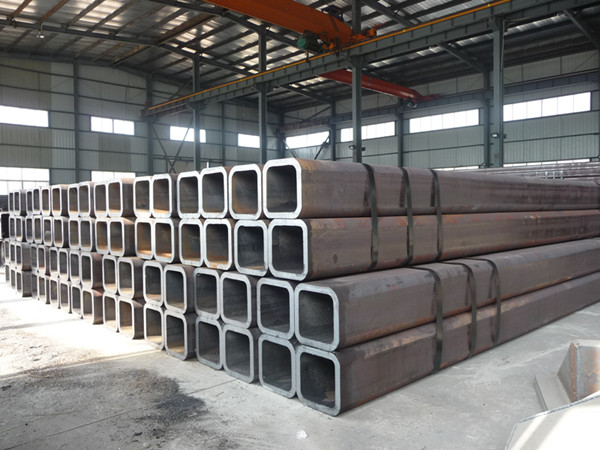
š{┘|õōėą╠╝╦žš{┘|õō║═║ŽĮš{┘|õōČ■┤¾ŅÉŻ¼▓╗╣▄╩Ū╠╝õō▀Ć╩Ū║ŽĮõōŻ¼Ųõ║¼╠╝┴┐┐žųŲ▒╚▌^ć└Ė±ĪŻ╚ń╣¹║¼╠╝┴┐▀^Ė▀Ż¼š{┘|║¾╣ż╝■Ą─ÅŖČ╚ļmĖ▀Ż¼Ą½Ēgąį▓╗ē“Ż¼╚ń║¼╠╝┴┐▀^Ą═Ż¼Ēgąį╠ßĖ▀Č°ÅŖČ╚▓╗ūŃĪŻ×ķ╩╣š{┘|╝■Ą├ĄĮ║├Ą─ŠC║Žąį─▄Ż¼ę╗░Ń║¼╠╝┴┐┐žųŲį┌0.30~0.50%ĪŻ
š{┘|┤Ń╗ĢrŻ¼ę¬Ū¾╣ż╝■š¹éĆĮž├µ┤Ń═ĖŻ¼╩╣╣ż╝■Ą├ĄĮęį╝ÜßśĀŅ┤Ń╗±R╩Ž¾w×ķų„Ą─’@╬óĮM┐ŚĪŻ═©▀^Ė▀£ž╗ž╗Ż¼Ą├ĄĮęįŠ∙ä“╗ž╗╦„╩Ž¾w×ķų„Ą─’@╬óĮM┐ŚĪŻąĪą═╣żÅS▓╗┐╔─▄├┐ĀtĖŃĮŽÓĘų╬÷Ż¼ę╗░Ńų╗ū„ė▓Č╚£yįćŻ¼▀@Š═╩ŪšfŻ¼┤Ń╗║¾Ą─ė▓Č╚▒žĒÜ▀_ĄĮįō▓─┴ŽĄ─┤Ń╗ė▓Č╚Ż¼╗ž╗║¾ė▓Č╚░┤łDę¬Ū¾üĒÖz▓ķĪŻ
╣ż╝■š{┘|╠Ä└ĒĄ─▓┘ū„Ż¼▒žĒÜć└Ė±░┤╣ż╦ć╬─╝■ł╠ąąŻ¼╬ęéāų╗╩Ūī”▓┘ū„▀^│╠ųą╚ń║╬īŹ╩®╣ż╦ć╠ßą®┐┤Ę©ĪŻ
1Īó 45╠¢õō╣▄Ą─š{┘|
45╠¢õō╣▄╩Ūųą╠╝ĮYśŗõōŻ¼└õ¤ß╝ė╣żąį─▄Č╝▓╗ÕeŻ¼ÖCąĄąį─▄▌^║├Ż¼ŪęārĖ±Ą═ĪóüĒį┤ÅVŻ¼╦∙ęįæ¬ė├ÅVĘ║ĪŻ╦³Ą─ūŅ┤¾╚§³c╩Ū┤Ń═ĖąįĄ═Ż¼Įž├µ│▀┤ń┤¾║═ę¬Ū¾▒╚▌^Ė▀Ą─╣ż╝■▓╗ę╦▓╔ė├ĪŻ
45╠¢õō╣▄┤Ń╗£žČ╚į┌A3+(30~50) ĪµŻ¼į┌īŹļH▓┘ū„ųąŻ¼ę╗░Ń╩Ū╚Ī╔ŽŽ▐Ą─ĪŻŲ½Ė▀Ą─┤Ń╗£žČ╚┐╔ęį╩╣╣ż╝■╝ė¤ß╦┘Č╚╝ė┐ņŻ¼▒Ē├µč§╗»£p╔┘Ż¼Ūę─▄╠ßĖ▀╣żą¦ĪŻ×ķ╩╣╣ż╝■Ą─ŖW╩Ž¾wŠ∙ä“╗»Ż¼Š═ąĶę¬ūŃē“Ą─▒Ż£žĢrķgĪŻ╚ń╣¹īŹļHčbĀt┴┐┤¾Ż¼Š═ąĶ▀m«öčėķL▒Ż£žĢrķgĪŻ▓╗╚╗Ż¼┐╔─▄Ģ■│÷¼Fę“╝ė¤ß▓╗Š∙ä“įņ│╔ė▓Č╚▓╗ūŃĄ─¼FŽ¾ĪŻĄ½▒Ż£žĢrķg▀^ķLŻ¼ę▓Ģ■ę▓│÷¼FŠ¦┴Ż┤ų┤¾Ż¼č§╗»├ō╠╝ć└ųžĄ─▒ū▓ĪŻ¼ė░Ēæ┤Ń╗┘|┴┐ĪŻ╬ęéāšJ×ķŻ¼╚ńčbĀt┴┐┤¾ė┌╣ż╦ć╬─╝■Ą─ęÄČ©Ż¼╝ė¤ß▒Ż£žĢrķgąĶčėķL1/5ĪŻ
ę“×ķ45╠¢õō╣▄┤Ń═ĖąįĄ═Ż¼╣╩æ¬▓╔ė├└õģs╦┘Č╚┤¾Ą─10%¹}╦«╚▄ę║ĪŻ╣ż╝■╚ļ╦«║¾Ż¼æ¬įō┤Ń═ĖŻ¼Ą½▓╗╩Ū└õ═ĖŻ¼╚ń╣¹╣ż╝■į┌¹}╦«ųą└õ═ĖŻ¼Š═ėą┐╔─▄╩╣╣ż╝■ķ_┴čŻ¼▀@╩Ūę“×ķ«ö╣ż╝■└õģsĄĮ180Īµū¾ėęĢrŻ¼ŖW╩Ž¾wčĖ╦┘▐Dūā×ķ±R╩Ž¾wįņ│╔▀^┤¾Ą─ĮM┐Śæ¬┴”╦∙ų┬ĪŻę“┤╦Ż¼«ö┤Ń╗╣ż╝■┐ņ└õĄĮįō£žČ╚ģ^ė“Ż¼Š═æ¬▓╔╚ĪŠÅ└õĄ─ĘĮĘ©ĪŻė╔ė┌│÷╦«£žČ╚ļyęįšŲ╬šŻ¼ĒÜæ{Įø“×▓┘ū„Ż¼«ö╦«ųąĄ─╣ż╝■ČČäė═Żų╣Ż¼╝┤┐╔│÷╦«┐š└õŻ©╚ń─▄ė═└õĖ³║├Ż®ĪŻ┴Ē═ŌŻ¼╣ż╝■╚ļ╦«ę╦äė▓╗ę╦ņoŻ¼æ¬░┤šš╣ż╝■Ą─Äū║╬ą╬ĀŅŻ¼ū„ęÄät▀\äėĪŻņoų╣Ą─└õģsĮķ┘|╝ė╔Žņoų╣Ą─╣ż╝■Ż¼ī¦ų┬ė▓Č╚▓╗Š∙ä“Ż¼æ¬┴”▓╗Š∙ä“Č°╩╣╣ż╝■ūāą╬┤¾Ż¼╔§ų┴ķ_┴čĪŻ
45╠¢õō╣▄š{┘|╝■┤Ń╗║¾Ą─ė▓Č╚æ¬įō▀_ĄĮHRC56~59Ż¼Įž├µ┤¾Ą─┐╔─▄ąįĄ═ą®Ż¼Ą½▓╗─▄Ą═ė┌HRC48Ż¼▓╗╚╗Ż¼Š═šf├„╣ż╝■╬┤Ą├ĄĮ═Ļ╚½┤Ń╗Ż¼ĮM┐Śųą┐╔─▄│÷¼F╦„╩Ž¾w╔§ų┴ĶF╦ž¾wĮM┐ŚŻ¼▀@ĘNĮM┐Ś═©▀^╗ž╗Ż¼╚į╚╗▒Ż┴¶į┌╗∙¾wųąŻ¼▀_▓╗ĄĮš{┘|Ą──┐Ą─ĪŻ
45╠¢õō╣▄┤Ń╗║¾Ą─Ė▀£ž╗ž╗Ż¼╝ė¤ß£žČ╚═©│Ż×ķ560~600ĪµŻ¼ė▓Č╚ę¬Ū¾×ķHRC22~34ĪŻę“×ķš{┘|Ą──┐Ą─╩ŪĄ├ĄĮŠC║ŽÖCąĄąį─▄Ż¼╦∙ęįė▓Č╚ĘČć·▒╚▌^īÆĪŻĄ½łD╝łėąė▓Č╚ę¬Ū¾Ą─Ż¼Š═ę¬░┤łD╝łę¬Ū¾š{š¹╗ž╗£žČ╚Ż¼ęį▒ŻūCė▓Č╚ĪŻ╚ńėąą®▌SŅÉ┴Ń╝■ę¬Ū¾ÅŖČ╚Ė▀Ż¼ė▓Č╚ę¬Ū¾Š═Ė▀Ż╗Č°ėąą®²X▌åĪóĦµI▓█Ą─▌SŅÉ┴Ń╝■Ż¼ę“š{┘|║¾▀Ćę¬▀MąąŃŖĪó▓Õ╝ė╣żŻ¼ė▓Č╚ę¬Ū¾Š═Ą═ą®ĪŻĻPė┌╗ž╗▒Ż£žĢrķgŻ¼ęĢė▓Č╚ę¬Ū¾║═╣ż╝■┤¾ąĪČ°Č©Ż¼╬ęéāšJ×ķŻ¼╗ž╗║¾Ą─ė▓Č╚╚ĪøQė┌╗ž╗£žČ╚Ż¼┼c╗ž╗ĢrķgĻPŽĄ▓╗┤¾Ż¼Ą½▒žĒÜ╗ž═ĖŻ¼ę╗░Ń╣ż╝■╗ž╗▒Ż£žĢrķg┐éį┌ę╗ąĪĢręį╔ŽĪŻ
2Īó40Crõō╣▄Ą─š{┘|╠Ä└Ē
Cr─▄į÷╝ėõōĄ─┤Ń═ĖąįŻ¼╠ßĖ▀õōĄ─ÅŖČ╚║═╗ž╗ĘĆČ©ąįŻ¼Š▀ėąā×┴╝Ą─ÖCąĄąį─▄ĪŻĮž├µ│▀┤ń┤¾╗“ųžę¬Ą─š{┘|╣ż╝■Ż¼æ¬▓╔ė├CrõōĪŻĄ½CrõōėąĄ┌Č■ŅÉ╗ž╗┤ÓąįĪŻ
40Cr╣ż╝■š{┘|Ą─┤Ń╗ž╗Ż¼Ė„ĘNģóöĄ╣ż╦ć┐©Ų¼Č╝ėąęÄČ©Ż¼╬ęéāį┌īŹļH▓┘ū„ųą¾wĢ■╩ŪŻ║
Ż©ę╗Ż®40Cr╣ż╝■┤Ń╗║¾æ¬▓╔ė├ė═└õŻ¼40CrõōĄ─┤Ń═Ėąį▌^║├Ż¼į┌ė═ųą└õģs─▄┤Ńė▓Ż¼Č°Ūę╣ż╝■Ą─ūāą╬Īóķ_┴čāAŽ“ąĪĪŻĄ½╩ŪąĪą═Ų¾śIį┌╣®ė═ŠoÅłĄ─ŪķørŽ┬Ż¼ī”ą╬ĀŅ▓╗Å═ļsĄ─╣ż╝■Ż¼┐╔ęįį┌╦«ųą┤Ń╗Ż¼▓ó╬┤░l¼Fķ_┴čŻ¼ų╗╩Ū▓┘ū„š▀ę¬æ{Įø“×ć└Ė±šŲ╬š╚ļ╦«Īó│÷╦«Ą─£žČ╚ĪŻ
Ż©Č■Ż®40Cr╣ż╝■š{┘|║¾ė▓Č╚╚į╚╗Ų½Ė▀Ż¼Ą┌Č■┤╬╗ž╗£žČ╚Š═ę¬į÷╝ė20~50ĪµŻ¼▓╗╚╗Ż¼ė▓Č╚ĮĄĄ═└¦ļyĪŻ
Ż©╚²Ż®40Cr╣ż╝■Ė▀£ž╗ž╗║¾Ż¼ą╬ĀŅÅ═ļsĄ─į┌ė═ųą└õģsŻ¼║åå╬Ą─į┌╦«ųą└õģsŻ¼─┐Ą─╩Ū▒▄├ŌĄ┌Č■ŅÉ╗ž╗┤ÓąįĄ─ė░ĒæĪŻ╗ž╗┐ņ└õ║¾Ą─╣ż╝■Ż¼▒žę¬Ģrį┘╩®ęįŽ¹│²æ¬┴”╠Ä└ĒĪŻ
ė░Ēæš{┘|╣ż╝■Ą─┘|┴┐Ż¼▓┘ū„╣żĄ─╦«ŲĮ╩ŪéĆųžę¬ę“╦žŻ¼═¼ĢrŻ¼▀ĆėąįOéõĪó▓─┴Ž║═š{┘|Ū░╝ė╣żĄ╚ČÓĘĮ├µĄ─įŁę“Ż¼╬ęéāšJ×ķŻ║
Ż©ę╗Ż®╣ż╝■Å─╝ė¤ßĀt▐DęŲĄĮ└õģs▓█╦┘Č╚ŠÅ┬²Ż¼╣ż╝■╚ļ╦«Ą─£žČ╚ęčĮĄĄĮĄ═ė┌Ar3┼RĮń³cŻ¼«a╔·▓┐ĘųĘųĮŌŻ¼╣ż╝■Ą├ĄĮ▓╗═Ļ╚½┤Ń╗ĮM┐ŚŻ¼▀_▓╗ĄĮė▓Č╚ę¬Ū¾ĪŻ╦∙ęįąĪ┴Ń╝■└õģsę║ę¬ųvŠ┐╦┘Č╚Ż¼┤¾╣ż╝■ėĶ└õ꬚Ų╬šĢrķgĪŻ
Ż©Č■Ż®╣ż╝■čbĀt┴┐ę¬║Ž└ĒŻ¼ęį1~2īė×ķę╦Ż¼╣ż╝■ŽÓ╗źųž»Bįņ│╔╝ė¤ß▓╗Š∙ä“Ż¼ī¦ų┬ė▓Č╚▓╗ä“ĪŻ
Ż©╚²Ż®╣ż╝■╚ļ╦«┼┼┴ąæ¬▒Ż│ųę╗Č©ŠÓļxŻ¼▀^├▄╩╣╣ż╝■Į³╠Äš¶ÜŌ─żŲŲ┴č╩▄ūĶŻ¼įņ│╔╣ż╝■ĮėĮ³├µė▓Č╚Ų½Ą═ĪŻ
Ż©╦─Ż®ķ_Āt┤Ń╗Ż¼▓╗─▄ę╗┐┌ÜŌ┤Ń═ĻŻ¼æ¬ęĢĀt£žŽ┬ĮĄ│╠Č╚Ż¼ųą═Šķ]Ātųžą┬╔²£žŻ¼ęį▒ŃŪ░║¾╣ż╝■┤Ń║¾ė▓Č╚ę╗ų┬ĪŻ
Ż©╬ÕŻ®ę¬ūóęŌ└õģsę║Ą─£žČ╚Ż¼10%¹}╦«Ą─£žČ╚╚ńĖ▀ė┌60ĪµŻ¼▓╗─▄╩╣ė├ĪŻ└õģsę║▓╗─▄ėąė═╬█Īó─ÓØ{Ą╚ļs┘|Ż¼▓╗╚╗Ż¼Ģ■│÷¼Fė▓Č╚▓╗ūŃ╗“▓╗Š∙䓼FŽ¾ĪŻ
Ż©┴∙Ż®╬┤Įø╝ė╣ż├½┼„š{┘|Ż¼ė▓Č╚▓╗Ģ■Š∙ä“Ż¼╚ńꬥ├ĄĮ║├Ą─š{┘|┘|┴┐Ż¼├½┼„æ¬┤ų▄ćŻ¼░¶┴Žę¬Õæ┤“ĪŻ
Ż©Ų▀Ż®ć└░č┘|┴┐ĻPŻ¼┤Ń╗║¾ė▓Č╚Ų½Ą═1~3éĆå╬╬╗Ż¼┐╔ęįš{š¹╗ž╗£žČ╚üĒ▀_ĄĮė▓Č╚ę¬Ū¾ĪŻĄ½┤Ń╗║¾╣ż╝■ė▓Č╚▀^Ą═Ż¼ėąĄ─╔§ų┴ų╗ėąHRC25~35Ż¼▒žĒÜųžą┬┤Ń╗Ż¼Į^▓╗─▄ų╗╩®ęįųą£ž╗“Ą═£ž╗ž╗ęį▀_ĄĮłD╝łę¬Ū¾═Ļ╩┬Ż¼▓╗╚╗Ż¼╩¦╚ź┴╦š{┘|Ą─ęŌ┴xŻ¼▓óėą┐╔─▄«a╔·ć└ųžĄ─║¾╣¹ĪŻ
╔Žę╗Ślą┬┬äŻ║
1016┬▌ą²õō╣▄├┐├ū└Ēšōųž┴┐▒Ē 1020┬▌ą²õō╣▄ęÄĖ±▒Ē
Ž┬ę╗Ślą┬┬äŻ║
šŃĮŁ▓╗õPõōĘĮ╣▄38Ī┴38Ī┴1.5ČÓ╔┘ÕXę╗ćŹ
ĘĄ╗ž╔Ž╝ēą┬┬ä
ĘĮ╣▄ęÄĖ±│▀┤ńųž┴┐ĪŁ
Õāõ\ĘĮ╣▄
¤oÕaQ345BŠžą╬╣▄ārĪŁ
▓╗õPõōŠžą╬╣▄ārĖ±ĪŁ
┤¾┐┌ÅĮ║±▒┌ĘĮŠžą╬ĪŁ
ĘĮŠž╣▄Q235BārĖ±
¤oÕaĘĮ╣▄
ĘĮ╣▄
ĘĮ╣▄ārĖ±
ĘĮ╣▄ęÄĖ±
░µÖÓ╦∙ėą ® ┴─│Ū╩ą╚║ę½Įī┘▓─┴ŽėąŽ▐╣½╦ŠĪĪĪĪĄžųĘŻ║╔Į¢|╩Ī┴─│Ū╩ąģR═©Įī┘╬’┴„ł@Bģ^174╠¢
śI䚤ߊƯ║0635-8881641Īó8884215 13563004333 ĪĪ
š╣ķ_
╩š┐s
į┌ŠĆ┐═Ę■
ļŖįÆŻ║13563004333