ė±┴ųŠ½├▄Šžą╬╣▄¼F(xi©żn)žø
| ĘĮ╣▄ | 20# | 470*470*8-35 | ć°(gu©«)ś╦(bi©Īo) | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖāx |
| ĘĮ╣▄ | 20# | 475*475*8-35 | ć°(gu©«)ś╦(bi©Īo) | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖāx |
| ĘĮ╣▄ | 20# | 480*480*8-35 | ć°(gu©«)ś╦(bi©Īo) | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖāx |
| ĘĮ╣▄ | 20# | 510*510*8-35 | ć°(gu©«)ś╦(bi©Īo) | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖāx |
| ĘĮ╣▄ | 20# | 515*515*8-35 | ć°(gu©«)ś╦(bi©Īo) | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖāx |
| ĘĮ╣▄ | 20# | 520*520*8-35 | ć°(gu©«)ś╦(bi©Īo) | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖāx |

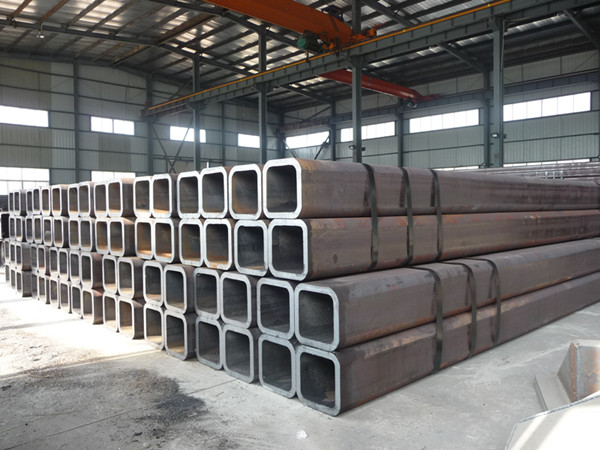
ė±┴ųŠ½├▄Šžą╬╣▄ų¬ūR(sh©¬)
║ĖĮėĘĮ╣▄ę▓ĘQ║Ė╣▄Ż¼╩Ūė├õō░Õ╗“õōĦĮø(j©®ng)▀^ŠĒŪ·│╔ą═║¾║ĖĮėųŲ│╔Ą─ĘĮ╣▄ĪŻ║ĖĮėĘĮ╣▄╔·«a(ch©Żn)╣ż╦ć║å(ji©Żn)å╬Ż¼╔·«a(ch©Żn)ą¦┬╩Ė▀Ż¼ŲĘĘNęÄ(gu©®)Ė±ČÓŻ¼įO(sh©©)éõ┘Y╔┘Ż¼Ą½ę╗░ŃÅŖ(qi©óng)Č╚Ą═ė┌¤o┐pĘĮ╣▄ĪŻ20╩└╝o(j©¼)30─Ļ┤·ęįüĒŻ¼ļSų°ā×(y©Łu)┘|(zh©¼)Ħõō▀B▄ł╔·«a(ch©Żn)Ą─čĖ╦┘░l(f©Ī)š╣ęį╝░║ĖĮė║═Öz“×(y©żn)╝╝ąg(sh©┤)Ą─▀M(j©¼n)▓ĮŻ¼║Ė┐p┘|(zh©¼)┴┐▓╗öÓ╠ßĖ▀Ż¼║ĖĮėĘĮ╣▄Ą─ŲĘĘNęÄ(gu©®)Ė±╚šęµį÷ČÓŻ¼▓óį┌įĮüĒįĮČÓĄ─ŅI(l©½ng)ė“┤·╠µ┴╦¤o┐pĘĮ╣▄ĪŻ║ĖĮėĘĮ╣▄░┤║Ė┐pĄ─ą╬╩ĮĘų×ķų▒┐p║Ė╣▄║═┬▌ą²║Ė╣▄.ų▒┐p║Ė╣▄╔·«a(ch©Żn)╣ż╦ć║å(ji©Żn)å╬Ż¼╔·«a(ch©Żn)ą¦┬╩Ė▀Ż¼│╔▒ŠĄ═Ż¼░l(f©Ī)š╣▌^┐ņĪŻ┬▌ą²║Ė╣▄Ą─ÅŖ(qi©óng)Č╚ę╗░Ń▒╚ų▒┐p║Ė╣▄Ė▀Ż¼─▄ė├▌^šŁĄ─┼„┴Ž╔·«a(ch©Żn)╣▄ÅĮ▌^┤¾Ą─║Ė╣▄Ż¼▀Ć┐╔ęįė├═¼śėīÆČ╚Ą─┼„┴Ž╔·«a(ch©Żn)╣▄ÅĮ▓╗═¼Ą─║Ė╣▄ĪŻĄ½╩Ū┼cŽÓ═¼ķL(zh©Żng)Č╚Ą─ų▒┐p╣▄ŽÓ▒╚Ż¼║Ė┐pķL(zh©Żng)Č╚į÷╝ė30~100%Ż¼Č°Ūę╔·«a(ch©Żn)╦┘Č╚▌^Ą═ĪŻę“┤╦Ż¼▌^ąĪ┐┌ÅĮĄ─║Ė╣▄┤¾Č╝▓╔ė├ų▒┐p║ĖŻ¼┤¾┐┌ÅĮ║Ė╣▄ät┤¾ČÓ▓╔ė├┬▌ą²║Ė.╠╝õōĘ©╠m¤ß▄ł?zh©¬)ž║±▒┌ĘĮ╣▄│²▒┌║±į÷║±═ŌŪķørŻ¼ŲõĮŪ▓┐│▀┤ń║═▀ģ▓┐ŲĮų▒Č╚Š∙▀_(d©ó)ĄĮ╔§ų┴│¼▀^ļŖūĶ║Ė└õ│╔ą═ĘĮ╣▄Ą─╦«ŲĮĪŻ
ė±┴ųŠ½├▄Šžą╬╣▄ą┬┬ä
ī”(du©¼)ą═õō▓ķ┐┤ę¬╚½├µŻ¼Š▀¾w─▄╝Ü(x©¼)╗»ĄĮ╦³Ą─┘|(zh©¼)┴┐Īóś╦(bi©Īo)£╩(zh©│n)Īó┴”īW(xu©”)ąį─▄Ą╚Ż¼╚▒ę╗▓╗┐╔ĪŻ▀\(y©┤n)╦═ą═õō▀M(j©¼n)│╠ųąę¬ū÷║├Ę└š┤ļ╩®Ż¼Ę└ų╣ę“┬Ę═Š▓©äė(d©░ng)Č°ą╬│╔┐─┼÷ĪŻ
×ķą═õō═Ō▒Ē▀M(j©¼n)ąąŪÕØŹŻ¼╔Ž├µ▓╗įō┤µį┌ļs╬’Ż¼ĻP(gu©Īn)ė┌ę¬ė├į┌ųžę¬▓┐╬╗Ą─śŗ(g©░u)╝■Ż¼┐╔▀\(y©┤n)ė├ÖC(j©®)Ų„▀M(j©¼n)ąą┤“─źŻ¼ų▒ų┴Ųõ═Ō▒Ē┴┴╣Ō╚ńą┬ĪŻį┌Įø(j©®ng)▀^ŅA(y©┤)éõų«║¾▒Ń─▄ķ_Č╦čbų├┴╦Ż¼Q345BĘĮ╣▄Ą─śŗ(g©░u)╝■Ą─čbų├ę╗░Ńļx▓╗ķ_Ą§čbĪŻį┌▀M(j©¼n)ąąĄ§čbĢr(sh©¬)Ż¼┐╔Įø(j©®ng)▀^į┌śŗ(g©░u)╝■ā╔┼į╦©ā╔Ė∙öł’L(f©źng)└KüĒ▓┘┐žĘĮŽ“ĪŻ¤ošō╩ŪŲĄ§▀M(j©¼n)│╠╚į╩Ūš{(di©żo)š¹ĘĮŽ“Ż¼š¹éĆ(g©©)▀M(j©¼n)│╠Č╝╩ŪąĶŪ¾┬²┬²üĒĄ─Ż¼ę“?y©żn)ķį┌┐šųąŻ¼ĮĶ┴”³c(di©Żn)▌^╔┘Ż¼╚¶╦┘Č╚▀^┐ņ┐╔─▄ī¦(d©Żo)ų┬śŗ(g©░u)╝■▓╗ĘĆ(w©¦n)░l(f©Ī)ū„┐─┼÷ĪŻ
čbų├Ģr(sh©¬)▀Ć┐╔Įø(j©®ng)▀^\"Ę▒╗»║å(ji©Żn)\"Ą─▐kĘ©īóļsüyĄ─▓┐Ęų╝Ü(x©¼)╗»│╔ę╗éĆ(g©©)éĆ(g©©)ąĪéĆ(g©©)äeŻ¼į┘▀M(j©¼n)ąą╚½¾wŲ┤čbŻ¼▀@┐╔ęį’@ų°Ą─▀M(j©¼n)▓Įčbų├╦┘Č╚Ż¼Ž┬ĮĄļyČ╚Ż¼▀M(j©¼n)▓Įčbų├£╩(zh©│n)┤_Č╚ĪŻę“?y©żn)ķ║Ė┐p┤µį┌┐sČ╠ėÓ┴┐Ż¼╦∙ęįį┌čbų├Ģr(sh©¬)ę¬┴¶Ž┬Ė╗ėÓ┴┐Ż¼Ž„£p╦³Ą─ė░ĒæĪŻ
ėŗ(j©¼)┴┐ų¦│ų╣żū„ĮMžō(f©┤)ž¤(z©”)╠Ä└ĒėąĻP(gu©Īn)£╩(zh©│n)┤_Č╚║═┴„¾w┘|(zh©¼)┴┐Ą─īŻśI(y©©)ąįėŗ(j©¼)┴┐å¢Ņ}ĪŻ┘Y«a(ch©Żn)╣▄└Ē╣żū„ĮM═©▀^ųŲČ©š¹¾wŠSūo(h©┤)▓▀┬įĪóŠSūo(h©┤)ėŗ(j©¼)äØ║═│╠ą“Ż¼╣▄└ĒQ345BĘĮ╣▄ŠSūo(h©┤)╣▄└ĒŽĄĮy(t©»ng)ęį╝░š¹║ŽŠSūo(h©┤)ū„śI(y©©)Ą─┐ā(j©®)ą¦£y(c©©)Č©Ż¼Ę■äš(w©┤)ė┌Ė„éĆ(g©©)ŠSūo(h©┤)╣żū„ĮMĪŻįō╣żū„ĮMę╗░Ńžō(f©┤)ž¤(z©”)│²╣▄╝■ų«═ŌĄ─╦∙ėąįO(sh©©)éõŻ¼╣▄╝■ė╔═Ļ║├ąį╗“╣▄Ą└ų¦│ų╣żū„ĮMüĒ╣▄└ĒĪŻ