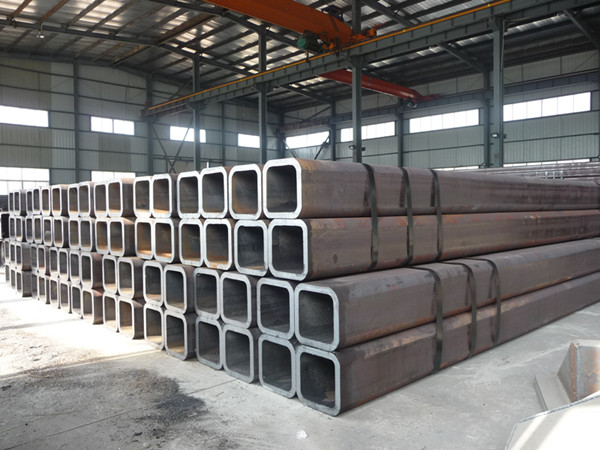
Q345B┤¾┐┌ÅĮ║±▒┌ĘĮŠž╣▄č³▒ĪĄ─▄łųŲ╚▒Ž▌
ó┘õō┼„Ą─│÷Āt£žČ╚Ą═ĪŻį┌╔·«aųąė╔ė┌╝ė¤ßĀtĀŅæB▓╗║├Ż¼╚ķųŲ╦┘Č╚┐ņŻ¼ę“┤╦╝ė¤ßĀt│÷¼F╣®▓╗æ¬Ū¾¼FŽ¾Ż¼«ö£žČ╚Ą═ĢrĮī┘Ą─ūāą╬┐╣┴”┤¾Ż¼ę²ŲÖC╝■Ą─ÅŚ╠°Š═┤¾ĪŻ▀@ĘN¼FŽ¾į┌Ė„╝▄▄łÖC╔ŽČ╝ėą▒Ē¼FŻ¼į┌▄ł╝■╚½ķLč³▓┐│▀┤ńČ╝į÷║±Ż¼ų╗š{ę╗ā╔éĆ┐ū╩Ū▓╗ąąĄ─Ż¼▒žĒÜÅ─ķ_┼„ÖCķ_╩╝Ė„┐ūČ╝æ¬į÷╝ėē║Ž┬┴┐Ż¼▓┼─▄▒ŻūCč³▓┐│▀┤ńĄ─ĘĆČ©ąįĪŻ
š{š¹ĘĮĘ©Ż║Å─ķ_┼„ÖCķ_╩╝ų▒ĄĮ│╔ŲĘ┐ūČ╝æ¬╝ė┤¾ē║Ž┬┴┐Ż¼ęį▒ŻūCĖ„▓┐│▀┤ńĄ─ĘĆČ©ąįŻ¼ī”ė┌£žČ╚Ų½Ą═Č°╣żūųõō╠¢öĄėų▌^┤¾š▀┐╔═Ż▄ł║═┤²¤ßŻ¼▒▄├Ō│÷¼FöÓ▌ü╩┬╣╩ĪŻ
ó┌į┌▄łųŲ▀^│╠ųąŻ¼ė╔ė┌▓┘ū„╗“Ųõ╦¹įŁę“╦∙ė░ĒæČ°įņ│╔Ą─Ą═£žõōŻ¼ę▓╚▌ęūįņ│╔č³║±ĪŻ
š{š¹ĘĮĘ©Ż║Ė∙ō■£žČ╚Ą─ūā╗»Ūķør┐╔š{š¹│╔ŲĘŪ░┐ū║═│╔ŲĘ┐ūĄ─ē║Ž┬┴┐Ż¼ęį▒ŻūCč³▓┐│▀┤ńĄ─ĘĆČ©ąįĪŻė╔ė┌│╔ŲĘ┐ūē║Ž┬┴┐ėąŽ▐Ż¼ėų╩ŪĶTĶF▌ü▓╗ęūČÓē║Ż¼æ¬▒M┴┐└¹ė├│╔ŲĘŪ░┐ūüĒ┐žųŲč³║±×ķ║Ž▀mĪŻ