ĻP(gu©Īn)ė┌└õ▄łĘĮ╣▄
ĻP(gu©Īn)ė┌╬ęéā
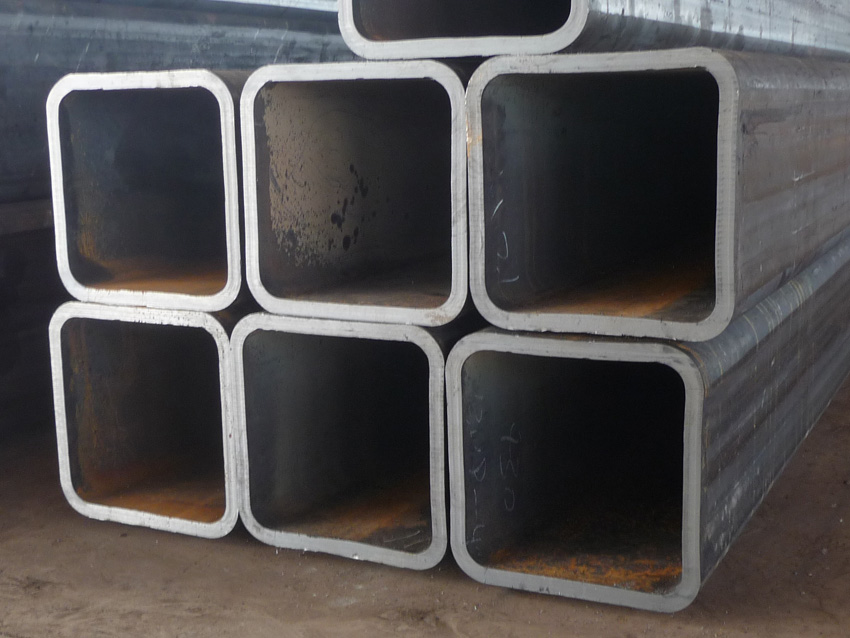
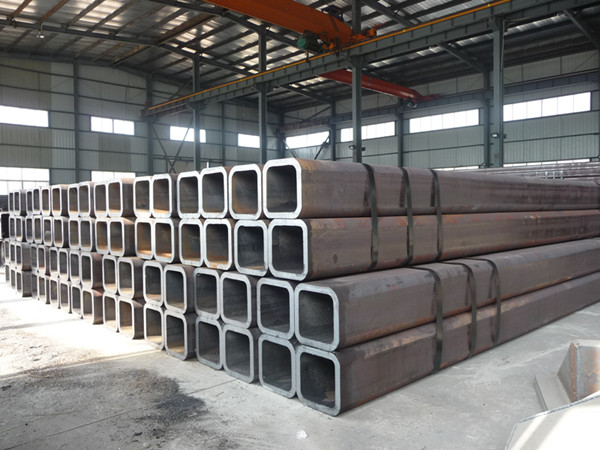
Ė▀Š½Č╚└õ╣▄╝░ķ_┐┌ą═õō╔·«a(ch©Żn)ŠĆ20Ī┴ 20Ī¬ 150Ī┴ 150Ż¼▒┌║±0.8Ī¬ 8mm. │ąöłĖ▀Š½├▄ĘĮŠž╣▄Ż¼ÅØŪ·┼żŪ·┐╔▀_0.2Ż»1000Ż¼ūŅąĪ0.1Ż»1000. ┐╔╔·«a(ch©Żn)╚²ĮŪą╬Īó░╦└Ōą═Īó┴∙└Ōą═ĪóÖEłA╝░Ųõ╦³«Éą═Ż¼▓ó┐╔╔·«a(ch©Żn)8mmęįŽ┬Ė„ą═ķ_┐┌ą═õōĪŻ
└õ▄łĘĮ╣▄Ą─ŽÓĻP(gu©Īn)ų¬ūR
¤ß▄łĘĮ╣▄ę╗░Ńį┌ūįäė▄ł╣▄ÖCĮM╔Ž╔·«a(ch©Żn)
ę╗ĪóöDē║Ę©╝┤īó╝ė¤ß║├Ą─ĘĮ╣▄┼„Ę┼į┌├▄ķ]Ą─öDē║łA═▓ā╚(n©©i)Ż¼┤®┐ū░¶┼cöDē║ŚUę╗Ų▀\äėŻ¼╩╣öDē║╝■Å─▌^ąĪĄ──Ż┐ūųąöD│÷ĪŻ┤╦Ę©┐╔╔·«a(ch©Żn)ų▒ÅĮ▌^ąĪĄ─ĘĮ╣▄ĪŻ
Č■Īó¤ß▄łĘĮ╣▄ę╗░Ńį┌ūįäė▄ł╣▄ÖCĮM╔Ž╔·«a(ch©Żn)ĪŻīŹą─╣▄┼„Įø(j©®ng)Öz▓ķ▓óŪÕ│²▒Ē├µ╚▒Ž▌Ż¼Įž│╔╦∙ąĶķLČ╚Ż¼į┌╣▄┼„┤® ┐ūČ╦Č╦├µ╔ŽČ©ą─Ż¼╚╗║¾╦══∙╝ė¤ßĀt╝ė¤ßŻ¼į┌┤®┐ūÖC╔Ž┤®┐ūĪŻį┌┤®┐ū═¼Ģr▓╗öÓą²▐D(zhu©Żn)║═Ū░▀MŻ¼į┌▄ł▌ü║═ĒöŅ^Ą─ū„ė├Ž┬Ż¼╣▄┼„ā╚(n©©i)▓┐ųØuą╬│╔┐šŪ╗Ż¼ĘQ├½╣▄ĪŻį┘╦═ų┴ūįäė▄ł╣▄ ÖC╔Ž└^└m(x©┤)▄łųŲĪŻūŅ║¾Įø(j©®ng)Š∙š¹ÖCŠ∙š¹▒┌║±Ż¼Įø(j©®ng)Č©ÅĮÖCČ©ÅĮŻ¼▀_ĄĮęÄ(gu©®)Ė±ę¬Ū¾ĪŻ└¹ė├▀B└m(x©┤)╩Į▄ł╣▄ÖCĮM╔·«a(ch©Żn)¤ß▄ł¤o┐pĘĮ╣▄╩Ū▌^Ž╚▀MĄ─ĘĮĘ©ĪŻ
╚²Īó╚¶ė¹½@Ą├│▀┤ńĖ³ąĪ║═┘|(zh©¼)┴┐Ė³║├Ą─ĘĮ╣▄Ż¼▒žĒÜ▓╔ė├└õ▄łĪó└õ░╬╗“š▀ā╔š▀┬ō(li©ón)║ŽĄ─ĘĮĘ©ĪŻ└õ▄ł═©│Żį┌Č■▌ü╩Į▄łÖC╔Ž▀MąąŻ¼ĘĮ╣▄į┌ūāöÓ├µłA┐ū▓█║═▓╗äėĄ─ÕFą╬ĒöŅ^╦∙ĮM│╔Ą─Łh(hu©ón)ą╬┐ūą═ųą▄łųŲĪŻ└õ░╬═©│Żį┌0.5Ī½100TĄ─å╬µ£╩Į╗“ļpµ£╩Į└õ░╬ÖC╔Ž▀MąąĪŻ
┼ņ║■┐hę╗├ūČÓųž?350*350Ą─Q345B└õ▄łĘĮ╣▄õō²ł╣ŪČÓ╔┘ę╗├ū