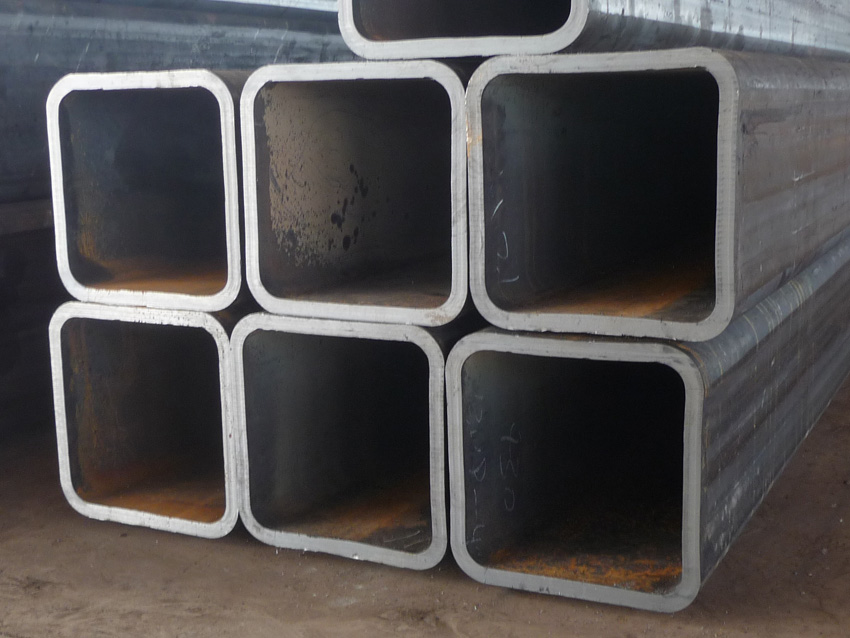
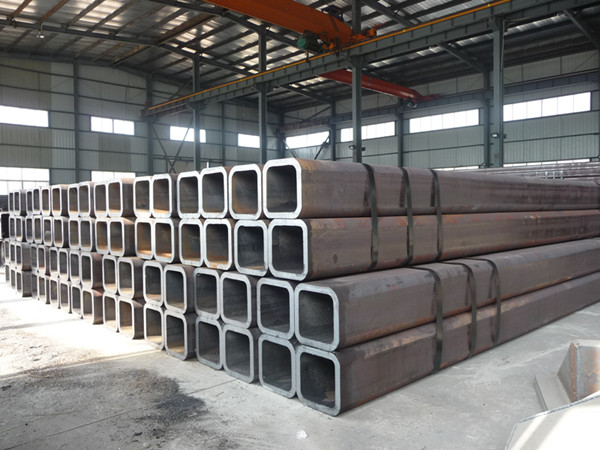
Õāõ\ĘĮ╣▄ėą╩▓├┤śėĄ─║ĖĮėĘĮĘ©Ż┐
į┌Õāõ\20#¤o┐pĘĮŠÓ╣▄Ą─Ą┌ę╗īė║Ė┐pĢrŻ¼▒M┴┐╩╣õ\īė╚█╗»▓ó╩╣ų«Ų¹╗»Īóš¶░l(f©Ī)Č°ę▌│÷║Ė┐pŻ¼┐╔┤¾┤¾£p╔┘ę║¾wõ\┴¶į┌║Ė┐pųąĪŻį┌║ĖĮŪ║Ė┐pĢrŻ¼═¼śėį┌Ą┌ę╗īė▒M┴┐╩╣õ\īė╚█╗»▓ó╩╣ų«Ų¹╗»Īóš¶░l(f©Ī)Č°ę▌│÷║Ė┐pŻ¼ŲõĘĮĘ©╩ŪŽ╚īó║ĖŚlČ╦▓┐Ž“Ū░ęŲ│÷╝s5~7mmū¾ėęŻ¼«ö╩╣õ\īė╚█╗»║¾į┘╗žĄĮįŁüĒ╬╗ų├└^└m(x©┤)Ž“Ū░╩®║ĖĪŻį┘ÖM║Ė║═┴ó║ĖĢrŻ¼╚ń▀xė├Č╠į³║ĖŚl╚ńJ427Ż¼ę¦▀ģāAŽ“Ģ■║▄ąĪŻ╗╚ń╣¹▓╔ė├Ū░║¾═∙ĘĄ▀\Śl╝╝ągŻ¼Ė³┐╔ęįĄ├ĄĮ¤o╚▒Ž▌Ą─║ĖĮė┘|(zh©¼)┴┐ĪŻ
║ĖĮė╣ż╦ć┐žųŲÕāõ\20#¤o┐pĘĮŠÓ╣▄Ą─║ĖŪ░£╩éõ┼cę╗░ŃĄ─Ą═╠╝õō╩ŪŽÓ═¼Ą─Ż¼ąĶę¬ūóęŌĄ─╩Ū꬚Jšµ╠Ä└Ē║├Ų┬┐┌│▀┤ń║═ĖĮĮ³Ą─Õāõ\īėĪŻ×ķ┴╦║Ė═ĖŻ¼Ų┬┐┌│▀┤ńę¬▀m«öŻ¼ę╗░Ń60~65ĪŃŻ¼ę¬┴¶ėąę╗Č©Ą─ķgŽČŻ¼ę╗░Ń×ķ1.5~2.5mm;×ķ┴╦£p╔┘õ\ī”║Ė┐pĄ─ØB═ĖŻ¼į┌║Ėų«Ū░Ż¼┐╔īóŲ┬┐┌ā╚(n©©i)Ą─Õāõ\īėŪÕ│²ęį║¾į┘║ĖĪŻį┌īŹļH▒O(ji©Īn)└Ē╣żū„ųąŻ¼▓╔ė├┴╦╝»ųą┤“Ų┬┐┌Ż¼▓╗┴¶Ōg▀ģ╣ż╦ć▀Mąą╝»ųą┐žųŲŻ¼ā╔īė║ĖĮė╣ż╦ćŻ¼£p╔┘┴╦╬┤║Ė═ĖĄ─┐╔─▄ąįĪŻ