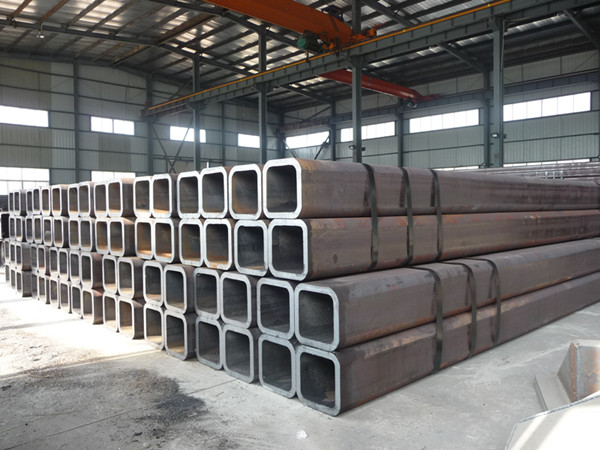
┬▌ą²õō╣▄║ĖĮėģ^Ą─│ŻęŖ╚▒Ž▌
┬▌ą²║Ė╣▄õō╣▄║ĖĮėģ^Ą─│ŻęŖ╚▒Ž▌
į┌┬±╗Ī║Ė║ĖĮėģ^ęū«a╔·Ą─╚▒Ž▌ėąÜŌ┐ūĪó¤ß┴č╝yĪó║═ę¦▀ģĄ╚ĪŻ
ĪĪ Ż▒ĪóÜŌ┼▌ĪŻÜŌ┼▌ČÓ░l╔·į┌║ĖĄ└ųąčļŻ¼Ųõų„ę¬įŁę“╩ŪÜõÜŌę└┼fęįÜŌ┼▌Ą─ą╬╩Įļ[▓žį┌║Ė┐pĮī┘ā╚▓┐Ż¼╦∙ęįŻ¼Ž¹│²▀@ĘN╚▒Ž▌Ą─┤ļ╩®╩Ū╩ūŽ╚▒žĒÜŪÕ│²║ĖĮz║═║Ė┐pĄ─õPĪóė═Īó╦«Ęų╝░رÜŌĄ╚╬’┘|Ż¼Ųõ┤╬╩Ū▒žĒÜ║▄║├Ąž║µĖ╔║Ėä®│²╚źØ±ÜŌĪŻ┤╦═ŌŻ¼╝ė┤¾ļŖ┴„ĪóĮĄĄ═║ĖĮė╦┘Č╚Īó£p┬²╚█╗»Įī┘Ą──²╣╠╦┘Č╚ę▓╩Ū║▄ėąą¦Ą─ĪŻ
ĪĪ Ż▓Īó┴“┴诩┴“ę²ŲĄ─┴č╝yŻ®ĪŻ║ĖĮė┴“Ų½╬÷Ħ║▄ÅŖĄ─░Õ▓─Ż©╠žäe╩Ū▄øĘą“võōŻ®Ģr┴“Ų½╬÷ĦųąĄ─┴“╗»╬’▀M╚ļ║Ė┐pĮī┘Č°«a╔·Ą─┴č╝yĪŻŲõįŁę“╩Ūį┌┴“Ų½╬÷Ħųą║¼ėąĄ═╚█³cĄ─┴“╗»ĶF║═õōųą┤µį┌ÜõÜŌĪŻ╦∙ęįŻ¼×ķĘ└ų╣▀@Ūķør«a╔·Ż¼╩╣ė├║¼┴“Ų½╬÷Ħ╔┘Ą─░ļµéņoõō╗“µéņoõō▀Ć├„ą¦Ą─ĪŻŲõ┤╬Ż¼║Ė┐p▒Ē├µ║═║Ė䮥─ŪÕØŹ┼cĖ╔į’ę▓╩Ū║▄▒žę¬Ą─ĪŻ
ĪĪ Ż│Īó¤ß┴č╝yĪŻį┌┬±╗Ī║ĖĮėųąŻ¼║ĖĄ└ā╚┐╔«a╔·¤ß┴č╝yŻ¼╠žäe╩Ūį┌Ų╗Ī║═Ž©╗Ī╗Ī┐ė╠Ä╚▌ęū░l╔·┴č╝yĪŻ×ķŽ¹│²▀@ĘN┴č╝yŻ¼═©│Żį┌Ų╗Ī║═Ž©╗Ī╠Äčbėąē|░ÕŻ¼▓óį┌░ÕŠĒī”║ĖĮėĮY╩°ĢrŻ¼┐╔īó┬▌ą²║Ė╣▄─µ▐DČ°īó║Ė▀M»B║ĖĪŻ¤ß┴č╝yį┌║Ė┐pæ¬┴”║▄┤¾Ą─Ģr║“Ż¼╗“š▀║Ė┐pĮī┘ā╚Ą─si║▄Ė▀Ą─Ģr║“ūŅ╚▌ęū«a╔·ĪŻ
ĪĪ Ż┤Īó║Ėį³Ą─ŠĒ╚ļĪŻŠĒ╚ļ║Ėį³Š═╩Ūį┌║Ė┐pĮī┘ųąÜł┤µę╗▓┐Ęų║Ėį³ĪŻ
ĪĪ ŻĄĪó║Ė═ĖČ╚▓╗╝čĪŻā╚═Ō║Ė┐pĮī┘ųž»BČ╚▓╗ē“Ż¼ėąĢr╬┤║Ė═ĖĪŻ▀@ĘNŪķørĮąū÷║Ė═ĖČ╚▓╗ūŃĪŻ
ĪĪ ŻČĪóę¦▀ģĪŻę¦▀ģ╩Ūčžų°║Ė┐pųąą─ŠĆį┌║Ė┐p▀ģ▓┐│÷¼FŻųą╬£Ž▓█ĪŻę¦▀ģ╩Ūį┌║Ė╦┘ĪóļŖ┴„ĪóļŖē║Ą╚Śl╝■▓╗▀m«öĄ─ŪķørŽ┬«a╔·Ą─ĪŻŲõųą║ĖĮė╦┘Č╚╠½Ė▀ę¬▒╚ļŖ┴„▓╗▀m║ŽĖ³╚▌ęūę²Ųę¦▀ģ╚▒Ž▌ĪŻ