ÜJų▌16mnĄ═║ŽĮĘĮ╣▄║å(ji©Żn)Įķ
│╔ą═ĘĮĘ©
1ĪóīŹ(sh©¬)ÅØ
īŹ(sh©¬)ÅØŻ¼ŅÖ├¹╦╝┴x╩Ūē║īŹ(sh©¬)┴╦ÅØš█Ż¼īŹ(sh©¬)ÅØĢr(sh©¬)ā╚(n©©i)═Ō▌ü┼c╣▄┼„ā╚(n©©i)═Ō▒┌ļpŽ“ē║īŹ(sh©¬)ĪŻ
1)īŹ(sh©¬)ÅØĄ─ā×(y©Łu)³c(di©Żn)╩ŪĘ┤ÅŚąĪŻ¼│╔ą═£╩(zh©│n)┤_Ż¼Č°Ūęų╗ę¬▌üą═£╩(zh©│n)┤_Ż¼ā╚(n©©i)ĮŪ│╔ą═Ą─R▒╚▌^£╩(zh©│n)┤_ĪŻ
2)īŹ(sh©¬)ÅØĄ─╚▒³c(di©Żn)╩Ūėą└Ł╔ņ/£p▒Īą¦æ¬(y©®ng)ĪŻĄ┌ę╗Ż¼īŹ(sh©¬)ÅØĢ■(hu©¼)╩╣ÅØš█╠Ä«a(ch©Żn)╔·└Ł╔ņŻ¼└Ł╔ņą¦æ¬(y©®ng)╩╣ÅØš█ŠĆ┐vŽ“Ą─ķL(zh©Żng)Č╚┐sČ╠; Ą┌Č■Ż¼īŹ(sh©¬)ÅØÅØš█╠ÄĮī┘Ģ■(hu©¼)ę“└Ł╔ņČ°ūā▒ĪĪŻ
2Īó┐šÅØ
┐šÅØ╩Ū═©▀^(gu©░)═Ō▌ü┼c╣▄┼„═Ō▒┌Ą─å╬Ž“Įėė|ą╬│╔ÅØŠž╩╣Ħ┴ŽÅØš█Ż¼┐šÅØĢ■(hu©¼)╩╣ÅØš█ŠĆ«a(ch©Żn)╔·ē║┐sŻ¼ē║┐są¦æ¬(y©®ng)╩╣ÅØš█ŠĆ┐vŽ“╔ņķL(zh©Żng)Ż¼ÅØš█╠ÄĮī┘│÷¼F(xi©żn)ČčĘeūā║±Ż¼▀@Š═╩Ū┐šÅØĄ─ē║┐s/į÷║±ą¦æ¬(y©®ng)ĪŻ
1)┐šÅØĄ─ā×(y©Łu)³c(di©Żn)╩Ū┐╔ęįį┌¤o(w©▓)Ę©▀M(j©¼n)ąąīŹ(sh©¬)ÅØĢr(sh©¬)▀M(j©¼n)ąą▀ģķL(zh©Żng)Ą─ÅØš█Ż¼▒╚╚ńĘĮŠž╣▄Ą─╔Ž▀ģ/é╚(c©©)▀ģ═¼▓ĮÅØš█║═Š½š¹ĪŻ┐šÅØ▀Ć┐╔ęįÅØš█R<0.2tĄ─ā╚(n©©i)ĮŪČ°▓╗ų┬╣▄▒┌░l(f©Ī)╔·öÓ┴čĪŻ
2)┐šÅØĄ─╚▒³c(di©Żn)╩Ūį┌╔Ž▀ģ/é╚(c©©)▀ģ═¼▓Į┐šÅØĢr(sh©¬)Ż¼ė╔ė┌╔Ž▌ü║═Ž┬▌ü═¼Ģr(sh©¬)«a(ch©Żn)╔·ē║┴”Ż¼│╔ą═┴”╚▌ęū│¼įĮ┼RĮń³c(di©Żn)Ż¼įņ│╔▀ģ▓┐╩¦ĘĆ(w©¦n)ā╚(n©©i)░╝Ż¼▓óŪęę▓Ģ■(hu©¼)ė░ĒæĄĮÖC(j©®)ĮMĘĆ(w©¦n)Č©▀\(y©┤n)ąą║═│╔ą═┘|(zh©¼)┴┐ĪŻ▀@ę▓╩ŪĘĮŠž╣▄║═łA╣▄┐šÅØ│╔ą═Ģr(sh©¬)▓╗═¼Ą─

ÜJų▌16mnĄ═║ŽĮĘĮ╣▄¼F(xi©żn)žø
| Šžą╬╣▄ | 20# | 17*28*1.5-3 | ć°(gu©«)ś╦(bi©Īo) | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖāx |
| Šžą╬╣▄ | 20# | 17*34*1.5-3.5 | ć°(gu©«)ś╦(bi©Īo) | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖāx |
| Šžą╬╣▄ | 20# | 17*40*1.5-3.5 | ć°(gu©«)ś╦(bi©Īo) | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖāx |
| Šžą╬╣▄ | 20# | 18*19*1-3 | ć°(gu©«)ś╦(bi©Īo) | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖāx |
| ĘĮ╣▄ | 20# | 20*20*1.5-4 | ć°(gu©«)ś╦(bi©Īo) | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖūh |
| ĘĮ╣▄ | 20# | *** | ć°(gu©«)ś╦(bi©Īo) | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖūh |
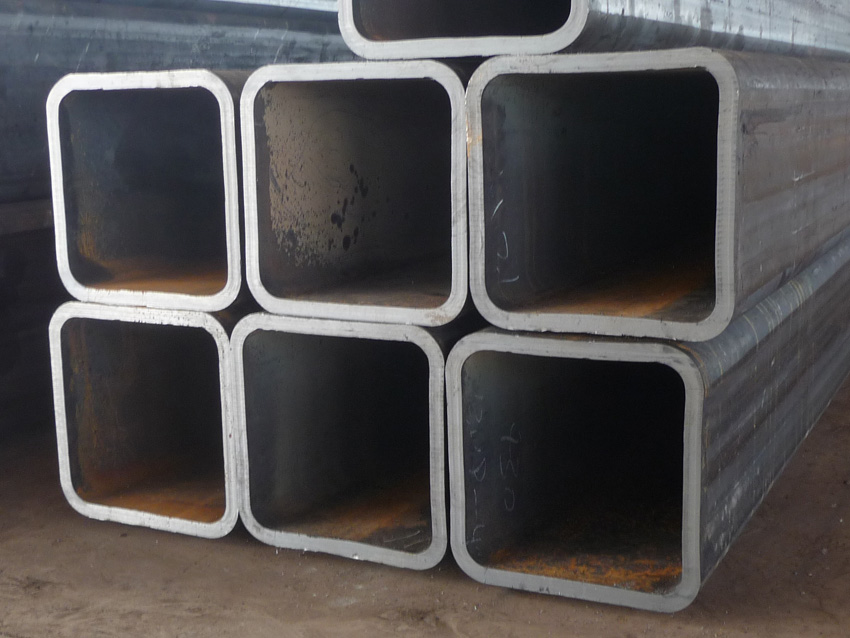
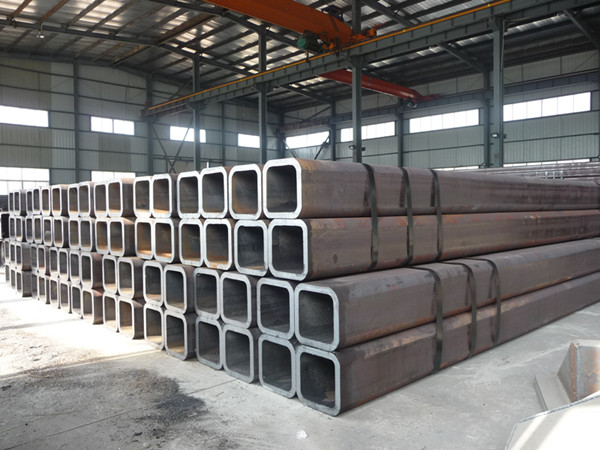
ÜJų▌16mnĄ═║ŽĮĘĮ╣▄ų¬ūR(sh©¬)
ĘĮ╣▄├└ė^╣ż╦ćĄ─ĘĮĘ©Ż║ę╗ĪóĘĮ╣▄Ą─ę╗Č╦ė├─Šą©ūėČ┬ĮY(ji©”)īŹ(sh©¬)Ż¼│»Ž┬┴óŲŻ©ūóęŌŻ║ę¬┴¶═ŌŅ^ā║Ż¼ęįĘĮ▒Ńō▄│÷üĒ(l©ói)Ż®Ż¼░čė├╗▀^(gu©░)Ą─║Y║├Ą─Į©ų■ė├╔░ūėŻ¼│├¤ßė├┬®ČĘ┬²┬²╣Ó▀M(j©¼n)╚źŻ¼ę╗▀ģė├╩ųÕNŪ├┤“╣▄▒┌Ż¼ę╗▀ģ╣ÓŻ¼ų▒ĄĮĖ╔į’Ą─╔░ūėį┌╣▄ųąø](m©”i)ėą╚╬║╬╦╔äė(d©░ng)Ą─┐╔─▄×ķų╣Ż¼│õĘų╠ŅīŹ(sh©¬)║¾Ż¼ŠoŠoĄž┤“╚ļ┴Ēę╗éĆ(g©©)═¼śėĄ──Šą©ūėĪŻ
Č■Īóį┌╣żū„ŲĮ┼_(t©ói)╔ŽŻ¼«ŗ(hu©ż)│÷║ĖĮėĘĮ╣▄┤¾śėŻ║═Ōł@░ļÅĮ×ķ50+═ŌÅĮ/2Ż¼ā╚(n©©i)ÅĮ×ķ50-═ŌÅĮ/2Ż¼▓óį┌ķ_(k©Īi)╩╝ÅØŪ·╠Ä┼c═Żų╣╠ijc(di©Żn)║Ė╔Ž│ĖūėŻ¼Ę└ų╣ņą▀^(gu©░)Ņ^╗“ŪĘņąĪŻ╚²ĪóŽ┬╗ņąŻ¼ę▓┐╔ęįė├Ų¹║Ė┐Šų°ņąĪŻŽ┬╗ņą▒╚▌^║å(ji©Żn)å╬Ż¼┬²┬²ņą▀^(gu©░)üĒ(l©ói)Š═┐╔ęį┴╦Ż¼Ą½╚ń╣¹ė├Ų¹║Ė┐Šų°ņąĢr(sh©¬)Ż¼ę¬ūóęŌ░č║ĖĮėĘĮ╣▄ę╗Č╬ę╗Č╬Ą─┐Šų°ņąŻ¼«ö(d©Īng)ą─░żų°ŲĮ┼_(t©ói)Ą─Ąū▓┐─Ū▓┐Ęųę╗Č©ę¬┐ŠĄĮ═¼śė╗║“Ż¼Ę±ätŠ═Ģ■(hu©¼)ņą▒ŌŻĪ
Õāõ\ĘĮ╣▄╩Ū╬ęéāĮ³─ĻüĒ(l©ói)╩╣ė├ĘŪ│ŻČÓĄ─ę╗ĘN╣▄▓─Ż¼─Ū├┤╬ęéāŠ═ĘŪ│ŻŽļų¬Ą└▀@ĘN╣▄▓─ĄĮĄūį┌╬ęéāĄ─╔·╗Ņųąėą──ą®ū÷ė├─žŻ┐