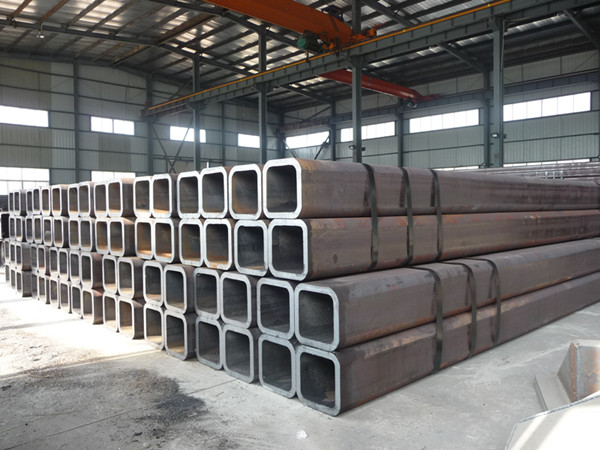
║ė│žQ235Ą═║ŽĮŠžą╬╣▄║åĮķ
ĘĮŠž╣▄į§├┤║ĖĮė╩Ūę╗ĒŚ▒╚▌^Å═ļsĄ─╣ż╦ćŻ¼║▄ČÓ╣żÅSČ╝ę¬Ū¾ū÷ĄĮ¤o┐pĄ─ī”ĮėŻ¼Įė³cę¬Ū¾ø]ėą┐pŽČĪŻ×ķ▒ŻūCī”Įė║¾Ą─ÅŖČ╚Ż¼┐╔į┌Ųõųąę╗ĮžĘĮŠž╣▄ā╚╝ė║Ė╩«ūųĮŅ░ÕŻ¼Šžą╬╣▄ī”Įė╠Ä┤“Ų┬┐┌Ż¼ęį▒Ń║Ė═ĖĪŻī”ĮėĢr┐╔³c║Ėį┌┴Ēę╗Ė∙Šžą╬╣▄╗“Hą═õō╔Žęį▒Ń▒Ż│ųī”Įė║¾Ą─ų▒ŠĆČ╚ĪŻ║ĖĮė▓╗╩Ūūāą╬┴┐įĮąĪįĮ║├Ż¼Č°╩ŪØMūŃ╩╣ė├ę¬Ū¾Ą─║ĖĮėŠ═╩Ūā×(y©Łu)«ÉĄ─║ĖĮėĪŻ
Ż©1) ¼Fł÷ę╦▓╔ė├│²õPÖC│²õPĪŻ│²õPū„śI(y©©)ųąŻ¼æ¬Ė∙ō■Łh(hu©ón)Š│ĀŅør▓╔╚ĪĘ└įļę¶ĪóĮĄēm║═Ž¹Ę└┤ļ╩®ĪŻ│²õPÖCæ¬ėąĘ└ūošųŻ¼ų▄ć·▓╗Ą├ėąęū╚╝╬’ĪŻ
Ż©2) ╩®╣ż¼Fł÷▓╗ę╦╩╣ė├ćŖ╔░│²õPĪŻ¼Fł÷ąĶ╩╣ė├ĢrŻ¼æ¬▓╔ė├šµ┐šćŖ╔░ĪóرćŖ╔░Ą╚Ż¼Ūę▒žĒÜ▓╔╚Ī│²ēm║═Ė¶ę¶┤ļ╩®Ż¼▓óį┌▓┘ū„ĘČć·ā╚įO░▓╚½ś╦ųŠĪŻ
Ż©3) ╚╦╣ż│²õPĢrŻ¼æ¬░┤ęÄ(gu©®)Č©┼Õ┤„┐┌šųĪóč█ńRĪó╩ų╠ūĄ╚ä┌äė▒Żūoė├ŲĘŻ╗ł÷Ąžæ¬ŲĮš¹Ż¼═©’L┴╝║├Ż╗╣▄ūėæ¬ō§č┌└╬╣╠Ż¼▓╗Ą├į┌▓╗ĘĆ(w©¦n)Č©Ą─╣▄╔Ē╔Ž│²õPĪŻ

║ė│žQ235Ą═║ŽĮŠžą╬╣▄ų¬ūR
(Ų▀)ĘĮŠž╣▄┤╣ų▒Į■╚ļ┤Ń╗Įķ┘|║¾Ż¼▓╗ū„ö[äėŻ¼ų╗ū„╔ŽŽ┬ęŲäėŻ¼▓ó═Żų╣┤Ń╗Įķ┘|Ą─öćäėĪŻ
(░╦)«ö╣▄╝■ė▓Č╚ę¬Ū¾Ė▀Ą─▓┐╬╗└õģs─▄┴”▓╗ūŃĢrŻ¼┐╔į┌š¹¾wĮ■╚ļ┤Ń╗Įķ┘|Ą─═¼ĢrŻ¼ī”įō▓┐╬╗į┘īŹ╩®ćŖę║└õģsŻ¼ęį╠ßĖ▀Ųõ└õģs╦┘Č╚ĪŻ
(Š┼)▒žĒÜĘ┼į┌ėąą¦╝ė¤ßģ^(q©▒)ā╚Ż¼čbĀt┴┐ĪóčbĀtĘĮ╩Į╝░ČčĘ┼ą╬╩ĮŠ∙æ¬┤_▒Ż╝ė¤ß£žČ╚Š∙ä“ę╗ų┬Ż¼Ūę▓╗ų┬įņ│╔╗¹ūā║═Ųõ╦¹╚▒Ž▌ĪŻ
(╩«)į┌¹}Ātųą╝ė¤ßĢrŻ¼▓╗ę¬┐┐ļŖśO╠½Į³Ż¼ęįĘ└Šų▓┐▀^¤ßŻ¼ŠÓļxæ¬į┌30mmęį╔ŽĪŻ┼cĀt▒┌Ą─ŠÓļxęį╝░Į■╚ļę║├µęįŽ┬Ą─╔ŅČ╚Ż¼Č╝æ¬į┌30mmęį╔ŽĪŻ
(╩«ę╗)Ęų╝ē┤Ń╗ĢrŻ¼┐╔▀m«ö╠ßĖ▀┤Ń╗£žČ╚Ż¼ęįį÷╝ėĘĮŠž╣▄ŖW╩Ž¾wĄ─ĘĆ(w©¦n)Č©ąįŻ¼Ę└ų╣ŲõĘųĮŌ×ķųķ╣Ō¾wĪŻ
(╩«Č■)ĮYśŗõō╝░╠╝╦žõō┐╔ęįų▒Įėčb╚ļ┤Ń╗£žČ╚╗“▒╚┤Ń╗£žČ╚Ė▀20-30ĪµĄ─Ātųą╝ė¤ßĪŻĖ▀╠╝Ė▀║ŽĮõōæ¬į┌600Īµū¾ėęŅA¤ß║¾Ż¼į┘╔²ų┴┤Ń╗£žČ╚ĪŻ
(╩«╚²)ę¬Ū¾┤Ńė▓īė▌^╔ŅĄ─╣▄▓─Ż¼┤Ń╗£žČ╚┐╔▀m«ö╠ßĖ▀Ż¼ę¬Ū¾┤Ńė▓īė▌^£\Ą─┐╔▀x╚Ī▌^Ą═Ą─┤Ń╗£žČ╚ĪŻ
(╩«╦─)ĘĮŠž╣▄└õģs╦«ųą▓╗Ą├ėąė═ĪóĘ╩įĒę║Ą╚┼K╬’ĪŻę╗░ŃŪķørŽ┬Ż¼╦«£ž▓╗│¼▀^40ĪµŻ¼ė═£ž▓╗│¼▀^80ĪµĪŻ
║ė│žQ235Ą═║ŽĮŠžą╬╣▄¼Fžø
| ĘĮ╣▄ | 20# | 215*215*5-25 | ć°ś╦ | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖūh |
| ĘĮ╣▄ | 20# | 255*255*8-25 | ć°ś╦ | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖūh |
| ĘĮ╣▄ | 20# | 295*295*8-25 | ć°ś╦ | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖūh |
| ĘĮ╣▄ | 20# | 375*375*8-30 | ć°ś╦ | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖāx |
| ĘĮ╣▄ | 20# | 395*395*8-30 | ć°ś╦ | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖāx |
| ĘĮ╣▄ | 20# | 415*415*8-35 | ć°ś╦ | ┤¾┴┐ | ┤¾┴┐ | ļŖūh | ļŖāx |