ĘĮ╣▄Ą─╣½ĘQ│▀┤ń║═īŹļH│▀┤ńągšZ|¤ß▄ł¤o┐pĘĮ╣▄╔·«a┴„│╠
ĘĮ╣▄Ą─╣½ĘQ│▀┤ń║═īŹļH│▀┤ńągšZČ©┴x
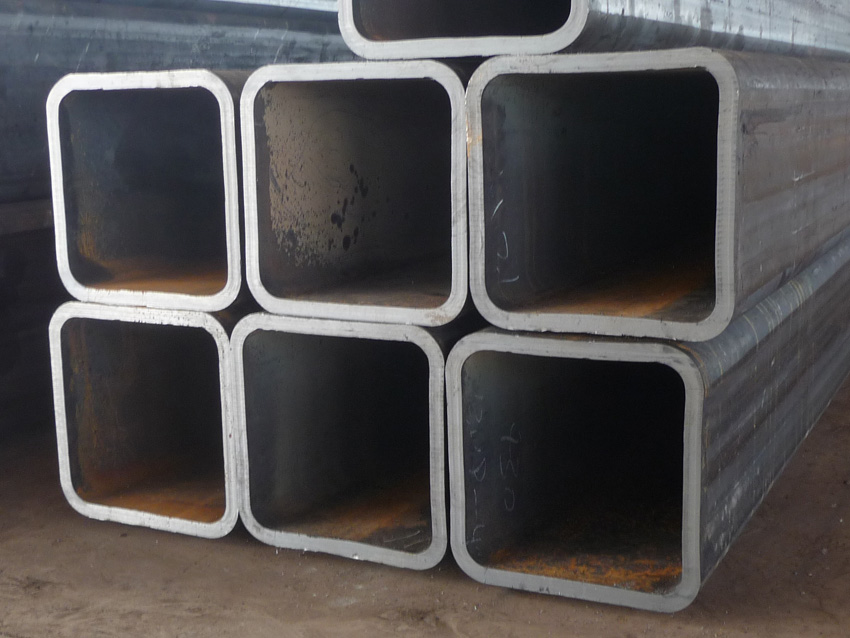
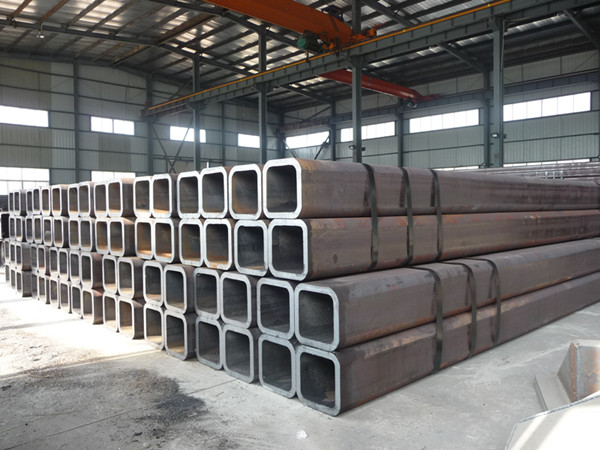
1ĪóĘĮ╣▄╣½ĘQ│▀┤ńŻ║╩Ūś╦£╩ųąęÄČ©Ą─├¹┴x│▀┤ńŻ¼╩Ūė├æ¶║═╔·«aŲ¾śIŽŻ═¹Ą├ĄĮĄ─└ĒŽļ│▀┤ńŻ¼ę▓╩Ū║Ž═¼ųąūó├„Ą─ėåžø│▀┤ńĪŻ
2ĪóĘĮ╣▄īŹļH│▀┤ńŻ║╩ŪĘĮ╣▄╔·«a▀^│╠ųą╦∙Ą├ĄĮĄ─īŹļH│▀┤ńŻ¼įō│▀┤ń═∙═∙┤¾ė┌╗“ąĪė┌╣½ĘQ│▀┤ńĪŻ▀@ĘN┤¾ė┌╗“ąĪė┌╣½ĘQ│▀┤ńĄ─¼FŽ¾ĘQ×ķŲ½▓ŅĪŻ
¤ß▄ł¤o┐pĘĮ╣▄Ęųę╗░ŃĘĮ╣▄Ż¼Ą═Īóųąē║ÕüĀtĘĮ╣▄Ż¼Ė▀ē║ÕüĀtĘĮ╣▄Īó║ŽĮĘĮ╣▄Īó▓╗õPĘĮ╣▄Īó╩»ė═┴č╗»╣▄ĪóĄž┘|ĘĮ╣▄║═Ųõ╦³ĘĮ╣▄Ą╚ĪŻ¤ß▄łĘĮ╣▄ęį¤ß▄łĀŅæB╗“¤ß╠Ä└ĒĀŅæBĮ╗žøŻ╗
¤ß▄ł¤o┐pĘĮ╣▄╔·«a┴„│╠Ż║╣▄┼„Ī·╝ė¤ßĪ·┤®┐ūĪ·╚²▌üą▒▄łĪó▀B▄łĪ·├ō╣▄Ī·Č©ÅĮĪ·└õģsĪ·│Cų▒Ī·╦«ē║įć“×Ī·ś╦ėøĪ·╚ļÄņŻ¼▄łųŲ¤o┐p╣▄Ą─įŁ┴Ž╩ŪłA╣▄┼„Ż¼łA╣▄┼▀ę¬Įø▀^ŪąĖŅÖCĄ─ŪąĖŅ╝ė╣ż│╔ķLČ╚╝s×ķŻ▒├ūĄ─┼„┴ŽŻ¼▓óĮøé„╦═Ħ╦═ĄĮ╚█Ātā╚╝ė¤ßĪŻ╣▄┼„▒╗╦═╚ļ╚█Ātā╚╝ė¤ßų┴┤¾╝s×ķ1200öz╩ŽČ╚ĪŻ╝ė¤ß╣▄┼„╚╝┴Ž×ķÜõÜŌ╗“ęę╚▓ĪŻĀtā╚£žČ╚┐žųŲ╩ŪĻPµIąįĄ─å¢Ņ},╣▄┼„│÷Āt║¾ę¬Įø▀^┤®┐ūÖC▀Mąą┤®┐ūĪŻ
ę╗░Ń▌^│ŻęŖĄ─┤®┐ūÖC╩ŪÕFą╬▌ü┤®ĘĮ╣▄┐ūÖCŻ¼▀@ĘN┤®┐ūÖC╔·«aą¦┬╩Ė▀Ż¼«aŲĘ┘|┴┐║├Ż¼┤®┐ūöUÅĮ┴┐┤¾Ż¼┐╔┤®ČÓĘNõōĘNĪŻ┤®┐ū║¾Ż¼╣▄┼„Š═Ž╚║¾▒╗╚²▌üą▒▄łĪó▀B▄łĪŻöDē║║¾ę¬├ō╣▄▀MąąČ©ÅĮĪŻČ©ÅĮÖC═©▀^ÕFą╬Ń@Ņ^Ė▀╦┘ą²▐D╚ļõō┼▀┤“┐ūŻ¼ą╬│╔ĘĮ╣▄(ĘĮ╣▄ā╚ÅĮė╔Č©ÅĮÖCŃ@Ņ^Ą─═ŌÅĮķLČ╚üĒ┤_Č©)ĪŻĘĮ╣▄ĮøČ©ÅĮ║¾Ż¼▀M╚ļ└õģs╦■ųąŻ¼═©▀^ćŖ╦«└õģsŻ¼ĘĮ╣▄Įø└õģs║¾Ż¼Š═ę¬▒╗│Cų▒ĪŻĘĮ╣▄Įø│Cų▒║¾ė╔é„╦═Ħ╦═ų┴Įī┘╠Įé¹ÖC▀Mąąā╚▓┐╠Įé¹,╚¶ĘĮ╣▄ā╚▓┐ėą┴č╝yŻ¼ÜŌ┼▌Ą╚å¢Ņ}Ż¼īó▒╗╠Į£y│÷ĪŻĘĮ╣▄Įø┘|Öz║¾▀Ćę¬═©▀^ć└Ė±Ą─╩ų╣ż╠¶▀xĪŻĘĮ╣▄┘|Öz║¾Ż¼ė├ė═ŲßćŖ╔ŽŠÄ╠¢ĪóęÄĖ±Īó╔·«a┼·╠¢Ą╚ĪŻ▓óė╔Ą§▄楧╚ļé}ÄņųąĪŻ