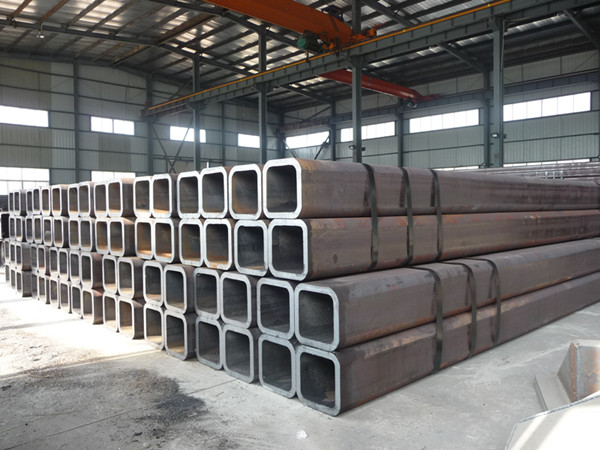
¤ßÕāõ\ĘĮ╣▄Ą─╣ż╦ć╩Ūį§śėę╗éĆ░lš╣▀^│╠Ż┐
╣ż╦ć▀^│╠
ĪĪĪĪ╣ż╝■-Ī·├ōų¼-Ī·╦«Ž┤-Ī·╦ߎ┤-Ī·╦«Ž┤-Ī·Į■ų·Õā╚▄ä®-Ī·║µĖ╔ŅA¤ß-Ī·¤ßÕāõ\-Ī·š¹└Ē-Ī·└õģs-Ī·Ōg╗»-Ī·Ų»Ž┤-Ī·Ė╔į’-Ī·Öz“×
ĪĪĪĪ1Īó├ōų¼
ĪĪĪĪ┐╔▓╔ė├╗»īW╚źė═╗“╦«╗∙Įī┘├ōų¼ŪÕŽ┤ä®╚źė═Ż¼▀_ĄĮ╣ż╝■═Ļ╚½▒╗╦«Į■ØÖ×ķų╣ĪŻ
ĪĪĪĪ2Īó╦ߎ┤
ĪĪĪĪ ┐╔▓╔ė├H2SO4 15%Ż¼┴“ļÕ0.1%Ż¼40Ī½60Īµ╗“ė├HCl 20%Ż¼┴∙┤╬╝ū╗∙╦─░Ę1Ī½3g/LŻ¼20Ī½40Īµ▀Mąą╦ߎ┤Ż╗╝ė╚ļŠÅ╬gä®┐╔Ę└ų╣╗∙¾w▀^Ė»╬g╝░£p╔┘ĶF╗∙¾w╬³Üõ┴┐ĪŻ
ĪĪĪĪ├ōų¼╝░╦ߎ┤╠Ä└Ē▓╗║├Ģ■įņ│╔ÕāīėĖĮų°┴”▓╗║├Ż¼Õā▓╗╔Žõ\╗“õ\īė├ō┬õĪŻ
ĪĪĪĪ3ĪóĮ■ų·Õāä®
ĪĪĪĪę▓ĘQĮY║Žä®Ż¼┐╔▒Ż│ųį┌Į■ÕāŪ░╣ż╝■Š▀ėąę╗Č©╗ŅąįŻ¼ęįį÷ÅŖÕāīė┼c╗∙¾wĮY║ŽĪŻNH4Cl 15%Ī½25%Ż¼ZnCl2 2.5%Ī½3.5%Ż¼55Ī½65ĪµŻ¼5Ī½10minĪŻ×ķ£p╔┘NH4Clō]░l┐╔▀m«ö╝ė╚ļĖ╩ė═ĪŻ
ĪĪĪĪ4Īó║µĖ╔ŅA¤ß
ĪĪĪĪ×ķ┴╦Ę└ų╣╣ż╝■į┌Į■ÕāĢrė╔ė┌£žČ╚╝▒äĪ╔²Ė▀Č°ūāą╬Ż¼▓ó│²╚źÜłėÓ╦«ĘųŻ¼Ę└ų╣«a╔·▒¼õ\Ż¼įņ│╔õ\ę║▒¼×RŻ¼ŅA¤ßę╗░Ń×ķ120Ī½180ĪµĪŻ
ĪĪĪĪ5Īó¤ßÕāõ\
ĪĪĪĪę¬┐žųŲ║├õ\ę║£žČ╚ĪóĮ■ÕāĢrķg╝░╣ż╝■Å─õ\ę║ųąęŲ│÷Ą─╦┘Č╚ĪŻ
ĪĪĪĪ6Īóš¹└Ē
ĪĪĪĪÕā║¾ī”╣ż╝■š¹└Ēų„ę¬╩Ū╚ź│²▒Ē├µėÓõ\╝░õ\┴÷Ż¼ė├šäė╗“╩ų╣żĘĮĘ©Š∙┐╔ĪŻ
ĪĪĪĪ7ĪóŌg╗»
ĪĪĪĪ─┐Ą─╩Ū╠ßĖ▀╣ż╝■▒Ē├µ┐╣┤¾ÜŌĖ»╬gąį─▄Ż¼£p╔┘╗“čėķL░ūõP│÷¼FĢrķgŻ¼▒Ż│ųÕāīėŠ▀ėą┴╝║├Ą─═Ōė^ĪŻČ╝ė├Ńt╦ß¹}Ōg╗»Ż¼╚ńNa2Cr2O7 80Ī½100g/LŻ¼┴“╦ß3Ī½4ml/LĪŻ
ĪĪĪĪ8Īó└õģs
ĪĪĪĪę╗░Ńė├╦«└õŻ¼Ą½£žČ╚▓╗┐╔▀^Ą═Ż¼Ę└ų╣╣ż╝■Ż¼╠žäe╩ŪĶT╝■ė╔ė┌╝ż└õ╗ž┐s«a╔·╗∙¾wĮM┐Śķ_┴čĪŻ
ĪĪĪĪ9ĪóÖz“×
ĪĪĪĪÕāīė═Ōė^╝Üų┬Īó╣Ō┴┴Īó¤o┴„ÆņĪó░ÖŲż¼FŽ¾Ż╗║±Č╚Öz“×┐╔▓╔ė├═┐īė£y║±āxŻ¼ĘĮĘ©▒╚▌^║å▒ŃĪŻę▓┐╔═©▀^õ\ĖĮų°┴┐▀MąąōQ╦ŃĄ├ĄĮÕāīė║±Č╚ĪŻĮY║ŽÅŖČ╚┐╔▓╔ė├ÅØŪ·ē║┴”ÖCŻ¼īóśė╝■ū„90Ī½180ĪŃÅØŪ·Ż¼æ¬¤o┴č╝y╝░Õāīė├ō┬õĪŻę▓┐╔ė├ųžÕNŪ├ō¶Öz“×ĪŻ