水野朝阳AV中文在线播放,日韩一区二区成人午夜电影,熟女丝袜av一二三四区,国产一级a无码高潮尤物
╩ūĒō
|
╝ė╚ļ╩š▓ž
┴─│Ū╩ą╚║ę½Įī┘▓─┴ŽėąŽ▐╣½╦Š
ū╔įā¤ßŠĆŻ║
13563004333
╩ūĪĪĒō
ĻP(gu©Īn)ė┌╬ęéā
«a(ch©Żn)ŲĘš╣╩Š
æ¬(y©®ng)ė├░Ė└²
ĘĮ╣▄īŻÖ┌
Q345BĘĮŠž╣▄īŻÖ┌
ĘĮ╣▄░┘┐Ų
į┌ŠĆ┴¶čį
┬ō(li©ón)ŽĄ╬ęéā
ą┬┬ä╦č╦„
News
ą┬┬äś╦(bi©Īo)Ņ}
ą┬┬äā╚(n©©i)╚▌
ą┬┬äī¦(d©Żo)║Į
News
ą┬┬äī¦(d©Żo)║Į
═Ų╦]ą┼Žó
ĘĮ╣▄īŻÖ┌
Q345BĘĮŠž╣▄īŻÖ┌
┤¾┐┌ÅĮ║±▒┌ĘĮ╣▄īŻÖ┌
ĘĮ╣▄░┘┐Ų
Õāõ\ĘĮ╣▄īŻÖ┌
┤¾┐┌ÅĮ║±▒┌ĘĮ╣▄īŻÖ┌
╩ūĒō
>>
┤¾┐┌ÅĮ║±▒┌ĘĮ╣▄īŻÖ┌
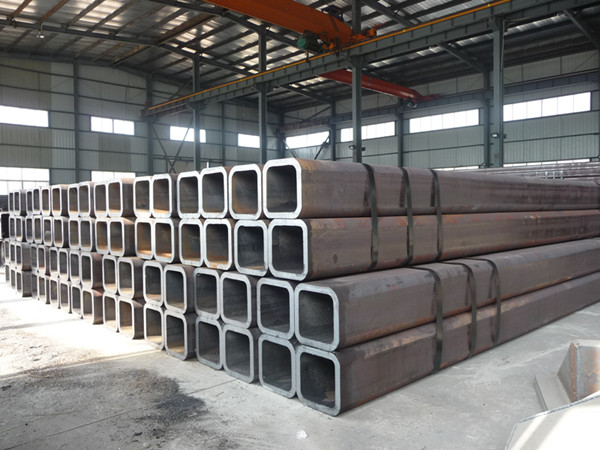
ė░Ē択ą╬╣▄║ĖĮėūāą╬┤¾ąĪĄ─ų„ę¬ę“╦ž
ļpō¶ūįäėØLŲ┴
░l(f©Ī)▓╝š▀Ż║
www.a8228.com
░l(f©Ī)▓╝Ģr(sh©¬)ķgŻ║2013/9/11 ķåūxŻ║
150883
┤╬ ĪŠūų¾wŻ║
┤¾
ųą
ąĪ
Ī┐
Å─║ĖĮėūāą╬└Ēšō┐╔ų¬Ż¼ė░Ē択ą╬╣▄║ĖĮėūāą╬┤¾ąĪĄ─ų„ę¬ę“╦žėąŻ║┤¾│▀┤ńĄ─║Ė┐pŻ¼║Ė┐pĮī┘Ż¼ūāą╬įĮ┤¾Ż╗║ĖĮėŽÓ═¼│▀┤ńŻ¼║ĖĮė¤ß▌ö╚ļ▌^┤¾Ż¼ī¦(d©Żo)ų┬ūāą╬▌^┤¾Ż╗┤¾ķL║Ė┐p║ĖĮėŻ¼║ĖĮėūāą╬ĘųČ╬═©▀^ąĪŻ╗║Ė┐p▓╝ų├ļm▓╝ų├▓╗ī”ĘQ╗“?q©▒)”ĘQ║═ĘŪī”ĘQ║ĖĮėŻ¼║Ė┐pŲ½▓ŅĖ³ć└(y©ón)ųžŻ¼Ė³ć└(y©ón)Ė±Ą─ūāą╬Ż╗▌^ąĪĄ─│╔åTŻ¼ūāą╬įĮ┤¾ĪŻ
║ĖĮėęÄ(gu©®)ĘČ═©▀^╣ż╦ćįć“×(y©żn)║═╣ż╦ćĘų╬÷Ż¼┤_Č©Šžą╬╣▄ī”Įė║Ė┐p▓╔ė├ļpČ■č§╗»╠╝?x©¼)Ō¾w▒Żūo(h©┤)ļŖ╗Ī║ĖĪŻ║ĖĮė▓─┴Žh08mn2siaŻ¼1.2║┴├ūŠĆŻ╗╝āČ■č§╗»╠╝?x©¼)Ō¾w▒Żūo(h©┤)ÜŌ¾wĪŻĄ┌ę╗īėĄ─║ĖĮėļŖ┴„×ķ200Ī½250 AŻ¼240Ī½ų«¢|Ż¼Č■īėŻ╗ļŖ╗ĪļŖē║╩Ū24Ī½26vĪŻ╣ż╦ćę¬Ū¾╩ŪŻ║Ą┌ę╗īė║Ė┐p▒žĒÜ▒ŻūC┴╝║├Ą─║ĖĮėŻ¼ą╬│╔į┌║¾Ż╗║ĖĮėļŖ┴„Ż¼ļŖ╗ĪļŖē║Ż¼╦═Įz╦┘Č╚║═║ĖĮė╦┘Č╚Ė∙ō■(j©┤)įO(sh©©)éõ╩Įš{(di©żo)╣Ø(ji©”)Ų„ĪŻ
║ĖĮėĒśą“£p╔┘ūāą╬Ą─Šžą╬Ż¼║ĖĮėĒśą“æ¬(y©®ng)░┤ęįŽ┬įŁätŻ║Å─ųąķgŽ“ā╔▀ģī”ĘQĘųīėĘųČ╬║ĖĮėŻ¼║ĖĮėūāą╬Ż¼═©▀^║ĖĮėąĪŻ¼ėą└¹ė┌æ¬(y©®ng)┴”öU(ku©░)╔ó║═ßīĘ┼Ż¼▒▄├Ōį┌║ĖĮė╔·«a(ch©Żn)Å═(f©┤)ļsæ¬(y©®ng)┴”ĪŻ═©▀^ö[äė║ĖĮėŻ¼║ĖĮėķ_╩╝ą╬│╔Ą─¬MšŁģ^(q©▒)Ą─╦▄ąįūāą╬ų╗░l(f©Ī)╔·ę╗┤╬Ż¼ę“▀B└m(x©┤)ö[äė║ĖĮėŻ¼¤ß▌ö╚ļŻ¼╝ė¤ß├µĘe┤¾Ż¼ē║┐s╦▄ąįūāą╬ę²ŲĄ─├µĘe┤¾Ż¼╦∙ęį║ĖĮė╩š┐sūāą╬┤¾ĪŻ
ĘųīėĘųČ╬║ĖĮėŻ¼├┐ę╗╣Ø(ji©”)║▄ąĪŻ¼¤ß┴┐ąĪŻ¼├┐īėĘų×ķ╚¶Ė╔Č╬Ż¼├┐ę╗║Ė╠°║ĖŻ¼╗∙▒Š╔Ž╩Ūį┌└õ░Õ£žČ╚ł÷Ą─ųžĮ©Ż¼├┐┤╬ę╗éĆ(g©©)¬MšŁģ^(q©▒)Ą─╦▄ąįūāą╬Ż¼╦▄ąįūāą╬ģ^(q©▒)Ż©╝┤ŲĮŠ∙īÆČ╚ÖMŽ“╩š┐s┤¾ąĪŻ®▒╚ŽÓæ¬(y©®ng)Ą─Ęųīėų▒║ĖĮė┐vŽ“╩š┐s┬╩ąĪŻ¼ąĪŻ¼Č°▓╗╩Ū═©▀^▀B└m(x©┤)Ģr(sh©¬)ķg╠Ņ│õö[äė║ĖĮėūāą╬ąĪĪŻ
╔Žę╗Ślą┬┬äŻ║
õōÅSš{(di©żo)ār(ji©ż)┐┤Ż║┤¾ą═¤o┐pĘĮ╣▄ÅSę└╠Äė┌ār(ji©ż)Ė±╔ŽØq▀^│╠
Ž┬ę╗Ślą┬┬äŻ║
ć°ā╚(n©©i)¼F(xi©żn)žøŻ║Q345BĘĮŠž╣▄╩ął÷į┘Č╚ū▀╚§ ▓┐ĘųŲĘĘNār(ji©ż)Ė±Ą°Ę∙╝ė┤¾
ĘĄ╗ž╔Ž╝ēą┬┬ä
ĘĮ╣▄ęÄ(gu©®)Ė±│▀┤ńųž┴┐ĪŁ
Õāõ\ĘĮ╣▄
¤oÕaQ345BŠžą╬╣▄ār(ji©ż)ĪŁ
▓╗õPõōŠžą╬╣▄ār(ji©ż)Ė±ĪŁ
┤¾┐┌ÅĮ║±▒┌ĘĮŠžą╬ĪŁ
ĘĮŠž╣▄Q235Bār(ji©ż)Ė±
¤oÕaĘĮ╣▄
ĘĮ╣▄
ĘĮ╣▄ār(ji©ż)Ė±
ĘĮ╣▄ęÄ(gu©®)Ė±
░µÖÓ(qu©ón)╦∙ėą ® ┴─│Ū╩ą╚║ę½Įī┘▓─┴ŽėąŽ▐╣½╦ŠĪĪĪĪĄžųĘŻ║╔Į¢|╩Ī┴─│Ū╩ąģR═©Įī┘╬’┴„ł@Bģ^(q©▒)174╠¢
śI(y©©)äš(w©┤)¤ßŠĆŻ║0635-8881641Īó8884215 13563004333 ĪĪ
š╣ķ_
╩š┐s
į┌ŠĆ┐═Ę■
ļŖįÆŻ║13563004333