¤ßÕāõ\╣▄╩Ū╩╣╚█╚┌Įī┘┼cĶF╗∙¾wĘ┤æ¬Č°«a╔·║ŽĮīėŻ¼Å─Č°╩╣╗∙¾w║═ÕāīėČ■š▀ŽÓĮY║ŽĪŻ¤ßÕāõ\╩ŪŽ╚īóõō╣▄▀Mąą╦ߎ┤Ż¼×ķ┴╦╚ź│²õō╣▄▒Ē├µĄ─č§╗»ĶFŻ¼╦ߎ┤║¾Ż¼═©▀^┬╚╗»õ@╗“┬╚╗»õ\╦«╚▄ę║╗“┬╚╗»õ@║═┬╚╗»õ\╗ņ║Ž╦«╚▄ę║▓█ųą▀MąąŪÕŽ┤Ż¼╚╗║¾╦═╚ļ¤ßĮ■Õā▓█ųąĪŻ¤ßÕāõ\Š▀ėąÕāīėŠ∙ä“Ż¼ĖĮų°┴”ÅŖŻ¼╩╣ė├ē█├³ķLĄ╚ā׳cĪŻ
└õÕāõ\Š═╩ŪļŖÕāõ\Ż¼Õāõ\┴┐║▄╔┘Ż¼ų╗ėą10ŻŁ50g/m2Ż¼Ųõ▒Š╔ĒĄ──═Ė»╬gąį▒╚¤ßÕāõ\╣▄ŽÓ▓Ņ║▄ČÓĪŻš²ęÄĄ─Õāõ\╣▄╔·«aÅS╝ęŻ¼×ķ┴╦▒ŻūC┘|┴┐Ż¼┤¾ČÓ▓╗▓╔ė├ļŖÕāõ\(└õÕā)ĪŻų╗ėąęÄ─ŻąĪĪóįOéõĻÉ┼fĄ─ąĪŲ¾śI▓╔ė├ļŖÕāõ\Ż¼«ö╚╗╦¹éāĄ─ārĖ±ę▓ŽÓī”▒Ńę╦ę╗ą®ĪŻĮ©įO▓┐ęčš²╩ĮŽ┬╬─Ż¼╠į╠Ł╝╝ąg┬õ║¾Ą─└õÕāõ\╣▄Ż¼▓╗£╩ė├└õÕāõ\╣▄ū„╦«Īó├║ÜŌ╣▄ĪŻ
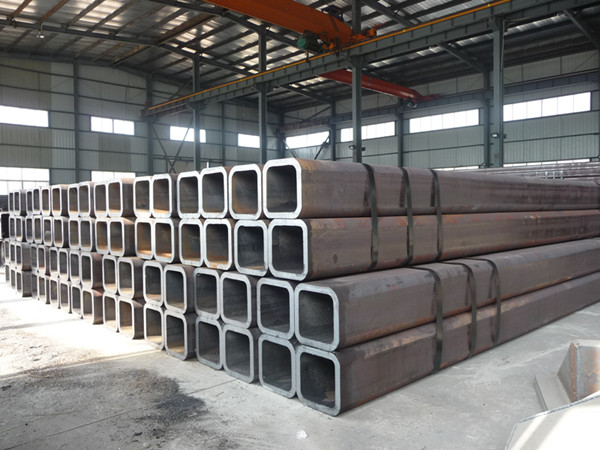
ĪĪĪĪę╗░Ń¼Fį┌ė├Ą─Õāõ\õō╣▄Č╝╩Ū¤ßÕāõ\Ą─Ż¼Č°ļŖÜŌ╔Žė├Ą─ŠĆ▓█Ą╚ė├Ą─╩Ū└õÕāõ\Ż¼Ņü╔½ėąę╗Č©Ą─ģ^äe
ĪĪĪĪ└õÕā---ų╗į┌═Ō╣▄▒┌Õāõ\,¤ßÕā---ā╚═ŌČ╝Õā.
ĪĪĪĪÕāõ\║Ė╣▄╩Ūį┌║ĖĮėõō╣▄Ą─╗∙ĄA╔Žį┘¤ßÕāõ\(╝┤į┌õ\Õüā╚īóõ\╚▄╗»,į┘īóõō╣▄Į■╚ļę║¾wõ\ųąę╗Č╬Ģrķg╚Ī│÷,į┘└õģs┤ĄĖ╔). ╩╣õō╣▄ā╚═Ō▒┌═¼Ģrėąę╗īėõ\īėĖĮų°. Õāõ\╣▄ę╗░Ńė├ė┌Ą═ē║┴„¾w(╝┤╦«,ę║¾w├║ÜŌ)Ą─▌ö╦═.
┬▌ą²õō╣▄╔·«a╣ż╦ć
ĪĪĪĪ┬▌ą²õō╣▄╩ŪęįĦõōŠĒ░Õ×ķįŁ▓─┴Ž,Įø│Ż£žöDē║│╔ą═,ęįūįäėļpĮzļp├µ┬±╗Ī║Ė╣ż╦ć║ĖĮėČ°│╔Ą─┬▌ą²┐põō╣▄.
ĪĪĪĪŻ©1Ż®įŁ▓─┴Ž╝┤ĦõōŠĒŻ¼║ĖĮzŻ¼║Ėä®ĪŻį┌═Č╚ļŪ░Č╝ę¬Įø▀^ć└Ė±Ą─└Ē╗»Öz“×ĪŻ
ĪĪĪĪŻ©2Ż®Ä¦õōŅ^╬▓ī”ĮėŻ¼▓╔ė├å╬Įz╗“ļpĮz┬±╗Ī║ĖĮėŻ¼į┌ŠĒ│╔õō╣▄║¾▓╔ė├ūįäė┬±╗Ī║Ėča║ĖĪŻ
ĪĪĪĪŻ©3Ż®│╔ą═Ū░Ż¼Ä¦õōĮø▀^│CŲĮĪó╝¶▀ģĪó┼┘▀ģŻ¼▒Ē├µŪÕ└Ē▌ö╦═║═ėĶÅØ▀ģ╠Ä└ĒĪŻŻ©4Ż®▓╔ė├ļŖĮė³cē║┴”▒Ē┐žųŲ▌ö╦═ÖCā╔▀ģē║Ž┬ė═ĖūĄ─ē║┴”Ż¼┤_▒Ż┴╦ĦõōĄ─ŲĮĘĆ▌ö╦═ĪŻ
ĪĪĪĪŻ©5Ż®▓╔ė├═Ō┐ž╗“ā╚┐ž▌ü╩Į│╔ą═ĪŻ
ĪĪĪĪŻ©6Ż®▓╔ė├║Ė┐pķgŽČ┐žųŲčbų├üĒ▒ŻūC║Ė┐pķgŽČØMūŃ║ĖĮėę¬Ū¾Ż¼╣▄ÅĮŻ¼Õe▀ģ┴┐║═║Ė┐pķgŽČČ╝Ą├ĄĮć└Ė±Ą─┐žųŲĪŻ
ĪĪĪĪŻ©7Ż®ā╚║Ė║══Ō║ĖŠ∙▓╔ė├├└ć°┴ų┐ŽļŖ║ĖÖC▀Mąąå╬Įz╗“ļpĮz┬±╗Ī║ĖĮėŻ¼Å─Č°½@Ą├ĘĆČ©Ą─║ĖĮėęÄĘČĪŻ
ĪĪĪĪŻ©8Ż®║Ė═ĻĄ─║Ė┐pŠ∙Įø▀^į┌ŠĆ▀B└m│¼┬Ģ▓©ūįäėé¹āxÖz▓ķŻ¼▒ŻūC┴╦100ŻźĄ─┬▌ą²║Ė┐pĄ─¤oōpÖz£yĖ▓╔w┬╩ĪŻ╚¶ėą╚▒Ž▌Ż¼ūįäėł¾Š»▓óćŖ═┐ś╦ėøŻ¼╔·«a╣ż╚╦ę└┤╦ļSĢrš{š¹╣ż╦ćģóöĄŻ¼╝░ĢrŽ¹│²╚▒Ž▌ĪŻ
ĪĪĪĪŻ©9Ż®▓╔ė├┐šÜŌĄ╚ļxūėŪąĖŅÖCīóõō╣▄Ūą│╔å╬Ė∙ĪŻ
ĪĪĪĪŻ©10Ż®Ūą│╔å╬Ė∙õō╣▄║¾Ż¼├┐┼·õō╣▄Ņ^╚²Ė∙ę¬▀Mąąć└Ė±Ą─╩ūÖzųŲČ╚Ż¼Öz▓ķ║Ė┐pĄ─┴”īWąį─▄Ż¼╗»īW│╔Ę▌Ż¼╚▄║ŽĀŅørŻ¼õō╣▄▒Ē├µ┘|┴┐ęį╝░Įø▀^¤oōp╠Įé¹Öz“ׯ¼┤_▒ŻųŲ╣▄╣ż╦ć║ŽĖ±║¾Ż¼▓┼─▄š²╩Į═Č╚ļ╔·«aĪŻ
ĪĪĪĪŻ©11Ż®║Ė┐p╔Žėą▀B└m┬Ģ▓©╠Įé¹ś╦ėøĄ─▓┐╬╗Ż¼Įø▀^╩ųäė│¼┬Ģ▓©║═X╔õŠĆÅ═▓ķŻ¼╚ń┤_ėą╚▒Ž▌Ż¼Įø▀^ą▐ča║¾Ż¼į┘┤╬Įø▀^¤oōpÖz“ׯ¼ų▒ĄĮ┤_šJ╚▒Ž▌ęčĮøŽ¹│²ĪŻ
ĪĪĪĪŻ©12Ż®Ä¦õōī”║Ė║Ė┐p╝░┼c┬▌ą²║Ė┐pŽÓĮ╗Ą─ČĪą═ĮėŅ^Ą─╦∙į┌╣▄Ż¼╚½▓┐Įø▀^X╔õŠĆļŖęĢ╗“┼─Ų¼Öz▓ķĪŻ
ĪĪĪĪŻ©13Ż®├┐Ė∙õō╣▄Įø▀^ņo╦«ē║įć“ׯ¼ē║┴”▓╔ė├ÅĮŽ“├▄ĘŌĪŻįć“×ē║┴”║═ĢrķgČ╝ė╔õō╣▄╦«ē║╬óÖCÖz£yčbų├ć└Ė±┐žųŲĪŻįć“×ģóöĄūįäė┤“ėĪėøõøĪŻ
ĪĪĪĪŻ©14Ż®╣▄Č╦ÖCąĄ╝ė╣żŻ¼╩╣Č╦├µ┤╣ų▒Č╚Ż¼Ų┬┐┌ĮŪ║═Ōg▀ģĄ├ĄĮ£╩┤_┐žųŲĪŻ